

Vastupal Vashisth
Members
-
Joined
-
Last visited
Everything posted by Vastupal Vashisth
-
Excellence Scoreboard represents the total number of points accumulated by all members of this Forum by giving answers of Weekly Questions. Thanks a lot to Mr. Vishwadeep Khatri and his entire Team for making their efforts to create this useful platform to all members where an individual member can earn points and can use these points to nominate someone who wants to upgrade himself/herself in this competitive field. Nominating someone results a lot of benefits in various forms for yourself and them-self both. I have nominated a participant for Green Belt Course by utilizing my points and found that his entire fees of Green Belt waived off and he has successfully completed his course and using the skills in his field.
-
BALANCED SCORECARD: balanced scorecard known as BSC was given by Kaplan & Nortan in 1992. According to Kaplan & Nortan , BSC translates mission of an organization into a set of performance measures which provides the outline for a strategic management and measurement system. there is no guidelines given by Kaplan & Nortan for combining dissimilar measures. According to Lawrie and Cobbold(2004), BSC evolution may be represented by three generations of BSC's. Focus has been changed continuously in all three like in early 1990s teh main focus was on development of financial and non financial measures, in mid 1990s it was shifted to alignment of these measures with strategy and later in 2001, BSC has changed its shape as a strategy implementation tool form its development as a performance measurement tool. There are four different prospective of BSCs whcih are given below: 1. Financial Prospective: these are considers as lagging indicator and long term aims for the organization. we can say that financial objectives will be treated as goals of the organization which is a tangible outcome of a corporate strategy. in this we can include like profitability, sales growth, Share in market, ROI, income etc. 2. Customer Value Prospective: organizations focus to identify its potential customers in their targeted segment and generate sales, loyalty form them by providing them good services/products. 3. Internal Business Process Prospective: in this organizations tries to find out their critical processes, skills of people, their competencies and technologies so that they can deliver value proposition to their customers. 4. Learning & Growth Prospective: organizations consider intangible assets in this prospective to formulate & implement their strategy. the main objective of this prospective is to identify human resources, their attitude towards work, knowledge and ability to learn to support the internal processes . There are various caution points while setting up Balanced Scorecard. Some of them are given below: Make full understanding of Balanced Scorecard before its implementation. Make sure that there is full support of executives and top management. make sure that there is proper education and training given to implement BSCs' Make sure that strategy of the organization should be formulated in the strategy map while setting up BSCs' There should be involvement of whole organization There should be proper communication plan for all people in the organization KPI should be clearly defined and alligned make sure that BSCs' should contain less subjectivity because more the subjectivity more will be gaming played by emplyoees and subjectivity creates uncertainty. make sure that there should be proper combination of financial and non financial measures. way of combining of measures should be like that there will be control over gaming done employees Measures should predict long term performance for the organization combine distortion which is caused by subjectivity there should be validation of measures by statistically testing of the business model. there should be trade off between generic and specific measures . generic measures flow from top down and specific measures from bottom. take non financial measures which is heading with financial measures which is looking behind.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Problem Solving: in today's world, there is very highly complex environment for businesses and a huge competition between each other to sustain in the market and companies are searching various ways to gain the market by improving their products or services quality, increasing their speed of work, improving efficiency. while achieving these goals companies are facing various problems which can be in-house or in supply chain or problems in searching for a new business/opportunities or any decision making. There are basic four principles for solving any problem which are given below: 1. First, Thoroughly understand the problem 2. Second: make a plan to solve this 3. Third: work out on that plan 4. Fourth: do evaluation and then adapt it for future There are various methods to solve any problem and Heuristic Method is one of them. Further we are explaining more about Heuristic Method; Heuristic Method: Heuristic methods are not formal methods but are practical and mathematical approach which is used to find a solution of any problem. While applying these methods we consider Quick Fix to solve any problem and to speed up the solution process we use our previous experience considering that solutions which are developed does not necessarily need to be optimal or perfect solution for the required problem. Previous experience with same kind of problem or same kind of business is also used to take decision but sometimes it may lead to wrong direction also. This can be treated as Quick fix but it can introduce error, bias in the solution. For example, any Fast-food company wants to grow their business in other countries and found that India is a very big market for the same and decided to invest, but after sometime they found that losses are their after initial set-up. Because they took decision on the basis of heuristic method by their experience and intuition. Later on they found that they did not researched properly about the taste of Indian and food of their interest. Heuristic Techniques: there are various heuristic techniques used while solving a problem which are given below: 1. Dividing Technique or decomposition: break down the main problem into small segment and start attacking on them one by one and combine all solution in the end conditionally all sub problems should be linked to linked to each other. 2. Inductive Technique: in this we refer our previous learning of the same kind of problem 3. Reduction Technique or Limitation: usually problems deals with different different causes and factors and comes out a big one than considered. in this technique we set our limits for that problem which makes it easier to solve. 4. Constructive or serial Technique: in this we approach by step by step and we consider small solution in every step as our victory and then proceed further to catch another one. 5. Multiple Mind Technique: in this we give preference to include other people while solving any problem for their input and use them as available resources. Advantage of Heuristic Methods over Classical Methods: Heuristic methods have various advantage over classical methods. Some of them are given below: these methods are quick fixer and give solution very quickly limits the problem solving and focus on immediately doable things. these concepts are simple and very efficient to use Promotes an individual as a problem solver by focusing on immediately doable. can solve a problem very rapidly Achieve immediate goals can speed up the process after finding a satisfactory solution works very well with complex data provides timely solution or decisions Provides Practical solutions which are easy to understand and implement Provides short-term solutions Disadvantage of Heuristic Methods: Heuristic methods have many disadvantages with its advantages. Some of them are given below: unable to provide a optimal solution solutions are for very short-term not able to give power to the solution which can be used for long term for greater productivity or any profitability have error and bias in the judgement Data selection might be insufficient which leads to inaccurate decision Preference of Heuristic Methods; there are various situation where we can prefer Heuristic methods to solve any problem. Some of them are given below: The situation where we found that the processing speed is important as much as the final solution, we prefer Heuristic methods. Heuristic methods are preferable because they provide good solution very quick and other methods are time consuming to solve any problem. where we can go with small term goals and are satisfied with small wins with satisfactory results we can prefer heuristic methods where we can use following heuristics: thumb rule any experience or educational guess common sense any intuitive judgement Where we want to achieve small goals where we are focusing on immediate doables where we want temporary solution where we aim for only to implement known or readily accessible solutions where it is impossible or impractical to find an optimal solution , we prefer heuristic methods where we want to increase the speed to find a satisfactory solution Let's have a one example of Heuristic method: There is lot of 1000 parts produced by a sheet metal department in an automobile industry. Before delivery, during quality check, inspector found that these parts are defective and have thinning in all parts.The concerned department can not hold the parts because it leads to stoppage of Main Line of next department and the department can not reject these defective parts as the part cost is very high.People tried to think about the solution how to deliver these parts and followed heuristic technique of multiple mind with following heuristics: Common sense: Someone suggested that this part is of C rank and will not be assemble in critical area in final assembly and have very less importance which is not directly visible also, so we can deliver these parts but still thinning is there. Thumb Rule: Someone else suggested about the thumb rule of 25% thinning which is allowable , they applied the same and checked all parts and found thinning within 25% and deliver all the parts So by following heuristic , they have saved rejection and supplied parts to next department so that there was no loss on main line. So they are satisfied with this solution. later on they can find out the reason of thinning in their process and can take C/M accordingly.
-
Supply Chain Management: For any organization, supply chain management is the heart of it to run the organization smoothly because it handles the entire flow of goods/service starting from raw material to the final products delivery to the end user. To manage this task, companies create a network of suppliers, distributor, retailers in which all will be linked to each other to move the product from starting of its process all the way to final output to end user. There are six major components of Supply Chain Management which are given below: Planning of resources to fulfill customer demand. Sourcing to arrange suppliers for raw material in terms of goods/services Making of product includes all activities done to create the final product includes input from supplier to final output Delivery includes everything which is used to deliver product to the end user Returning to create a network for defective products Enabling is the establishing of support processes for monitoring the information and ensuring the compliance by fulfilling all regulations. in any organization, wee have seen that there are functions which are interlinked and sometimes overlaps, so to run it smoothly inventory management comes into picture because every process has its own limits to produce goods and no company wants to take risk of stock out at retailer or distributor end. So inventory management is very important factor to determine the health of supply chain because at the end it will impact the balance sheet of the organization. Inventory can be seen at every step including from raw material supplier to work in process item to finished good material because at no station no one wants to stock out and wants to fulfill the fluctuating demands of customer. So at every level inventory is build up and we can understand this better with the help of Bullwhip Effect. Bullwhip Effect: it talks about the amount of inventory at various stages of the supply chain and generalizes that as we move to the beginning or left most of the supply change, the overall inventory will be higher. It also talks about that the variation in the inventory will also be higher. we can understand it be this example , if a customer demand is D then the distributors will hold a quantity of slightly more than D to take care the demand fluctuation of customers so the amount of inventories will be more than D and they dont produce so they will buy form the people who used to produce so the producer will be producing little more to fulfill the demand so the pressure comes on tier 1 supplier who will produce more to fulfill the uncertainty in the demand and this uncertainty builds a more pressure on tier 2 supplier to fulfill the demand. and the amount of average inventory hold by tier 2 supplier is very high This is called Bullwhip Effect where the average inventory hold by various supplier in supply chain increases as we move towards the supplier direction and fluctuation will also increase. So there is need to drive the supply chain efficiently without loss to the organization and the ultimate goal of supply chain is to fulfill the customer demand on time because the driving factor of any supply chain is the fulfilling of customer demand and future forecasting. So supply chain has its models or system to run it smoothly as per requirement of the type of business. The system are explained and compared below: 1. Push System: it can be referred as " Make to stock" in which production is based on the demand forecasting. in this system inventory level is high at every station and goods are produced on forecasting basis and tries to sell in the market. in this system we need to tackle with more lead time and inventory control and waste for controlling and holding the inventory at each station. for example distributors have inventory with them , as soon as goods are consumed they replenish them with new one. 2. Pull System: it can be refereed as " Make to order" in which production is based on the actual demand.In this production starts as soon as the order is placed by the customer. for example in a restaurant, any customer is giving any order then they start to make it although they have all ingredients in advance to fulfill demand fluctuations. 3. Continuous Flow: it involves the continuous flow of material form one place to other or from one work station to other. in works when organizations know that demand of their product will be there and it will consumed irrespective of type of customer. and this system is used where in one processing line companies can get multiple products for example refineries in which crude oil is processed and they have petrol, diesel, and other products from the same input at various stages of process and the consumption of these products will always be there throughout the year. there are various situations to prefer one over other which are explained below: 1. Variation in Demand : when the demand of any product is stable, certain then it can be forecasting with high accuracy and in this scenario Push system will work very well. On the other hand if demand is fluctuating then consider for pull system. low variation in demand leads to a highly efficient system that minimize the cost per unit. for example ice-cream manufacturing, soft drinks manufacturing they know that consumption of their product is high in summer and low in winter so they plan accordingly to meet customer requirement rather than to produce the same number of output throughout the year and hold the inventory. 2. Types of Product : it means about the products which are either customized or produced as a mass production as per designed. when a product is customized personally by customer then pull system is followed . These products are with high brand value and customer also have their emphasis to personalize the product. for example car manufacturing companies like Rolls Royce, Lamborghini, Ferrari, Porsche produce cars as per customer demand. so this is a pull system as and when customer demand is raised they start to work to deliver it. 3.Manufacturing: when we are seeing that manufacturing setup for a product is very expensive then go for push system to have proper ROI and we can consider Pull in which we can change the setup very quick without affecting efficiencies. 4. Lead Time: here we are dealing with lead time to fulfill the demand of customer. it can be manufacturing, replenishment lead time or any combination which depends on situation. push system is favored by higher lead time to build inventory so that our end customer will get goods as per their demand. Short lead time goes to pull system . for example in Domino's Pizza, when any order is placed then it is must for them to deliver within 30 minutes and they start to work accordingly. another example is of steel processing for automobile industry, process is continuous an dis very critical so they follow push system to make inventory in advance to run the customer main line as per the grade, size of steel for the various parts of the final product. 5. Production Method : in the production is continuous we used to follow Continuous flow of manufacturing rather than to push or pull because we can not start from beginning if any order comes or we cant make inventories in between work station. Situation where we need to handle continuous production like assembly line, refineries, cement industry, chemical industry. in these type of industry CFM works very well with Just In time by following FIFO and products transfers to next work station when finished at previous station so the continuous production will finish the product as soon as it passes from all work station. like in automobile assembly line, all products are going in line and a specific work is done at a single work station, so by maintaining takt time we used to produce our final product out of assembly line. 6. Marketing Strategy : when any company is going to launch its new products in market they follow push strategy to do marketing of their product. the basic idea of the company is to push the information about the product by making awareness through many methods so that they go for it. and they expect pull strategy so that customer can come to you. for this company has to make their brand value and loyalty. in this type of strategy word of mouth plays a important role and this is one of the marketing method, if you are sure about your product loyalty and quality people will refer your product to buy . It happens in case of car buying, mobile buying. People used to take reference form their friends or relatives, they used to give feedback about the same and if you are good in your customer satisfaction, automatically new customer will come to you. For any organization it is preferable to combine both Push and Pull to be effective and to manage customer demand. for example any restaurant , they have all raw material with them as per forecasting so this is push system for them but they start to work after placing a order by any customer to give him fresh dish so this is pull system otherwise if they prepare dish in advance so no customer would like to buy that dish and it will a waste for that organization. Same example with retailers, stores they have inventory with them and replenish as soon as goods are consumed, so consumption of good is pull and having inventory is push to meet customer fluctuating demand, thats why companies have warehouse to supply them otherwise it will be stock out if they start to work after placing order by customer. s another example of push and pull is of car manufacturing. they produce cars as per forecasting, this is push system but a new car demand coming form a showroom is pull because someone has purchased a car form their showroom . so to have minimum inventory they pulled out a car from company to meet customer requirement.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Design for Excellence ( DFX): Before starting this let us discuss some basic concepts that any design in this world will have variability and randomness and you can question whether it is deterministic or not . example of washer, it has its own ID of 10 mm , suppose a OEM needs it and they are going for it to manufacture from a supplier and it snot necessary that every time its ID will come 10 mm , may be possible that its ID can come 9.9 mm, 10.1 mm so this variation will always be there and in engineering we used to call it as tolerance. now if OEM is asking to manufacturer it the next question of supplier is what is your tolerance because every process has its own limitations. For example a car manufacturing is producing 1000 cars / day , all these car are looking same but there are some difference which normally a common man cant find out. similarly lets say that 1000 engines are producing from same machining, robotic process because there are more chances to have more errors if followed manually all process, but still engine no 1 is different from engine no 50th because of some variation of machine or environment condition or tool condition. visually it will look same but difference is there. idea is to minimize the variation thats why they followed robotic line. Another example of mileage of a vehicle say it is Xkm/L but we have seen it is written with asterisk mark which means that under test condition so now in actual condition mileage will be different because the condition in which you are driving is different form test condition, so it always comes lower what has written while purchasing the vehicle. so we need to design things accordingly and for customer prospective so that tehy can use it in better way and companies also not loose any cost. Design for excellence or DFX is a systematic design approach that includes wide range of guidelines and standards focused on optimizing the product realization lifecycle. in reality, the term DFX is better to be called as Design for "X" where the "X" is variable and can be interchangeable with one of many values depending on any particular objective. DFX has some guidelines which ensures the issues related to manufacturing, cost , quality , assembly and serviceability are addressed at the design stage itself. if any of these guidelines not adhered during the design change it can lead to critical engineering change at later stage which will be very costly and can be cause for product delays. Below are some common substitutes for X: Design for Manufacturing Design for assembly Design for Production Design for cost design for service Design for Safety Design for manufacturing and assembly (DFMA) Design for Reliability Before going to design for assembly lets first have a look on design of manufacturing and product design. In design industry, normally designer follow a principle called "OVER THE WALL DESIGN" in which there will be ground level research by marketing team about the needs and wants of customer and then they convey these requirements to designers and from there they start to work on it to finalize the product and gives to manufacturing after doing engineering or designing and then for sales or service. Here method is followed like Marketing then engineering/designing then manufacturing then sales or servicing. Marketing team gives a raw information about potential buyer of your product about which segment, how much, when , where and then work starts by engineering team or designing team for example car segment marketing team do research on wants and needs of customer like they are going for hatchpack, sedan, SUV, compact SUV. Designer need to think from all prospective like manufacturability, , servicability, sales, transportation . for example he has designed a very beautiful product as per requirement but there is no manufacturing technique to produce it then there will be no meaning for that design. Nowadays 3D Printing are opened up in the manufacturing but it also have its limitations in real life performance. You can make several things with 3 D Printing but you cant make a part from it which is used in engine which is going to assemble in the final vehicle so designer need to think all those critical issues so that product can be easily produces, transported form one place to other and can perform better in market. for example a designer is designing a washing machine or refrigerator then he needs to think all prospective including transportation also , they have given a height of such type that they can accommodate two over one another and can transfer around 50 in one container and lets suppose a designer increase height by one inch then it is not possible to accommodate two washing machine over one another and transportation capacity becomes straight away half and its a loss to the organization so a designer need to consider all factors while designing any product. Now comes on design for manufacturing which is to be taken care by designer only. it should not be like they any product is ok from design prospective but not ok form manufacturing prospective, because it has no meaning of fine drawing but have implementation problem Design for manufacturing (DFM) is the method of design for ease of manufacturing of the total parts that will form the final product after assembly . We should focus on OPTIMIZATION OF THE MANUFACTURING PROCESSES. DFM is the developing practice and emphasizing the manufacturing issues while product development process. if we are having successful DFM then it leads to lower production cost without compromising the product quality. Manufacturing cost includes Component COst, Assembly Cost & Overhaed Cost which can be fixed cost or variable cost Methods of DFM: Estimate the manufacturing cost reduce the cost of components reduce cost of assembly reduce cost of supporting factors includes the impact of DFM final decision on other factors After having a brief discussion over product design and design of manufacturing lets understand Design of Assembly. Design for Assembly: by reading this first question comes in mind is What is assembly and why we need design for assembly . Assembly is handling of two or more components together and make a single output by forming it as per guidelines . we need design for assembly because we used ot handle so many parts/components and if there is no ease to do assembly then it may lead to wastage of time, less production, more rejection and more cost to the organization. for example cloth drying clip is very interesting example of this. it has three components only , the left side, right side, and a spring . the manufacture of it done a very good thing for its manufacturing and assembly. Manufacture has designed symmetrically both L & R side and a spring so now for assembly it can be possible that all are in one bin and spring in other, whatever comes in left hand is left side and whatever comes in right hand is right side and by assembly of one spring into it it can produce one clip. similarly there can be another method of producing it by having Left and right hand side different, in this case manufacture need to have separate bin, more space to store and a guideline to assemble left and right together and most importantly it will slow down production and more cost so first method is suitable having symmetry for booth leads to cost saving and more production, so we need to consider assembly point while designing of any product. So we need DFA because Design of Assembly is the method of design of the product for ease of its assembly in other words "Optimization of parts/system assembly ". It is the tool which is used to assist the design teams in designing of the product that will transition to production at a minimum cost by focusing on the number of parts and their handling and ease of assembly. Another example you can take of side mirror assembled in car, car manufacturing companies have same size of mirror for both side L & R , only difference is that box of both sides, now on assembly line they can take same mirror for both sides and it will lead to save time otherwise need to identify which is left and which is right and need extra space and make a simple process complex one. ts there are some principles for Design for Assembly which are given below: Minimize the part count Always design parts with self locating features Always design parts with self fastening features there should be minimum re-orientation of parts while assembly design parts fr retrieval, handling and insertion emphasize top down assembly do standardization of parts and minimize the use of fasteners design for a base part to locate other components design for component symmetry for insertion We have two major activities while assembly for any product which are given below: 1. Part handling 2. Insertion or fastening below is the guidelines for these two activities while assembly: 1. Design with end to end symmetry or rotational symmetry 2. If we can not achieve symmetry , then make it obviously asymmetric 3. Prevent jamming when parts are stored 4. avoid those features which might allow tangling of parts 5. avoid parts which stick together, slippery, delicate, flexible, very small or very large( condition applied) 6. Very little or no resistance during insertion. These are just set of rules that need to be followed. A designer can design better with this background because it is an approach that provides a designer with organized method to design a product for easy assembly, evaluate competing designs. for example nail and screw assembly are two different job , nail can go with just hammering , no need to match anything axis but in case of screw you have to match with axis , example of plastic chair they can go over one another without jamming and can store at one place , similarly example of disposal glass they can go in each other an can be stored . so need to think all prospective. in point no 5, condition applied unless until there is requirement of that type or part for example diamond ring, in that you cant have a big diamond obviously it will be of small size in these type of cases there will be different techniques to handle them. there are two different assemble for the same product, how will you identify which one is good or which one is not, how will you quantify the features? we can quantify following features during design of assembly for a systematic assembly : 1. Symmetry 2. Size 3. Weight 4. Thickness 5. Flexibility 6. chamfers 7. Insertion time 8. Restricted access for example assembly of metro lines, basically it is assembly of only concrete structures, handling with crane and put them above in line by inserting into each other. so here also we are doing two thing only, Part Handling and Insertion its a different thing that size is very big so need to take care properly and need of special equipment. so concrete structure will have some kind of hollow space or long road which will be inserted into previous one on the top of the pillars, so there will be some marking to define which is front side and which one is back so that crane opertor know exactly from where he is going to pick it up and insert it otherwise suppose he lifts it up and after lifting they know that side is wrong then there will be very difficulty to do again . so it will be waste of time . so need to specify, quantify all factors in design of assembly. Assembly Efficiency: Ema = Nmin* Ta/Tma Where Ema is eficiency Ta is basic assembly time.( Time averaged over parts with no handling, insertion and fastening difficulties) Tma is estimated time to complete the assembly of the actual product Nmin is theoretical minimum number of parts that in a product satisfying one or following criteria: 1. The part moves relative to all other parts which are already assembled during the normal operating mode of final product 2. Proper functioning of the product requires the part to be of a different material than the adjoining parts for example electrical isolation 3. these criteria need to be applied without accounting for general design requirement. fasteners generally dont meet the above criteria so eliminated form this. During design of assembly we need to consider part symmetry , for example a component is given then how would you quantify it symmetry ? basically there are two types of symmetry : 1. Alpha Symmetry: it is defined as the angle through which a part must be rotated about an axis perpendicular to its axis of insertion to return to the original orientation. 2. Beta Symmetry: it is defined as the angle through which a part must be rotated about an axis parallel to its axis of insertion to return to the original position. While measuring the above we consider only one rotation at a time and higher the value of alpha and beta means less symmetric part is..
-
Six Sigma: A approach to process improvement which is defect oriented is very popular in many industries like: general Electric, Texas Instrument, Kodak and much more. The main objective to reduce output variability to increase customer satisfaction or we can say that this approach tries to keep specification limit more than six standard deviation in both direction. it means it wants lower defect level or below than 3.4 defects per million opportunities or 3.4 DPMO. Now the question comes when Six Sigma is not called Six Sigma and answer for this is that, when it is used as the Six Sigma Metric and there are various pitfalls of using as a Metric, which are given below; 1. We use a term very often called opportunities to calculate DPMO, even DPMO full form is Defects per million opportunities and if the customer gives a weightage to the opportunities as per their importance , it will be very poor phenomenon for customer satisfaction because their are chances that metric can better and on the other hand customer satisfaction will be worse. for example we are improving one type of defect at the expense of any important one like someone is trying to eliminating 15 unimportant defect and while doing this he is leaving 5 important defects resulting overall improvement of 10 defects , leaving behind a poor customer satisfaction. 2. Every process has its own limitations and while calculating DPMO , it ignores process limitations and it consider only the gap between its existing performance and zero defects, so it fails to consider redesigning of the process. 3. You can play a game very easily with this unless until it is complemented by someone other. for example we are having two different group of experts and we have given them a job to identify the opportunities for the defect and we see that there will be huge difference in their list.
-
Secondary Metric : During six sigma projects, there is need to consider primary as well as secondary metrics. Primary metric is main the indicator to achieve our project goal but there is different role of secondary metric. It works as a " Protection Measure" and it ensures that we achieve our Project goal but not on the sacrifice of something else in the process. It ensures that team work honestly and deliver as per defined target. Any management will never agree to bypass some factors or broken them on behalf of improvement which will be delivered by considering primary metric or on behalf of project goal. example 1: Goal of a company to meet customer demand in a car manufacturing company by improving their cycle time and takt time. it does not mean that workers on assembly line will reduce cycle time and tack time by passing several defects in the car and if it is done then there is a possibility that customer even will not buy that defected car. so we should meet customer demand by improving cycle time and takt ime but not at the cost of defects passing in the car. here defects in the car plays a role of secondary metric which could have been considered before staring the project. example 2: a students wants to improve his score in competitive exam of multiple choice question by improving his speed of solving the question. so his goal is to improve score by improving his speed but not at the cost of accuracy of solving the question in that time , if he is not able to give right answer in that time then there is no meaning to attempt all question. Example 3: Sales team of a manufacturing company has a primary goal to increase sales volume but no company want it at any unnecessary cost. lets say sales team is increasing sales by giving offers, discounts on products and ultimately the selling price is not able to meet even breakeven point then there is no meaning to achieve sales target because its a loss to the company. so sales team should consider all secondary factors while achieving their main target. There will always be secondary metric in any project but most important thing how a project team identifies it and define it. and we need a secondary metric so that we can see what is the thing that we are going to loose if it is affected like in above example we achieved our sales target but we failed to make profit. It is possible that we may have multiple secondary metric in a project and now it depends on project team how they are addressing and which one they are considering as a secondary metric. because there is need to to track all primary as well as secondary metrics while doing a project for any measurable improvement. for example assembly line is receiving parts form several other departments to run the line smoothly to meet cycle time & takt time target to meet customer demand but it does not mean that to support assembly line delivery on time other departments bypass some process steps like filling of inspection data, repair checking, defect checking, volume to be delivered, variant or type of part to be delivered, so all these 5 factors will act as secondary metric for that project to meet customer demand.
-
Kano Model: Dr Noriaki Kano created Kano Model in 1984 for product development and customer satisfaction and to explain different categories of customer requirements and how these requirements influence the customer satisfaction. Any product or service given by any organisation will only be considered by customers if it solves important customer problems effectively. its not necessary that all customer requirements will deliver more satisfaction. you can have two different customer needs of equally important and you will be more satisfied if one goes well and you can be neutral if other goes well. it may be possible a customer can be more satisfied with the need of less importance and can be neutral with the need of more importance. Kano Model has two axis( Refer Fig 1) , the horizontal axis represents the degree of implementation or execution, on the right side it is fully executed an don the left side its not done at all. the vertical axis represents satisfaction level of customer , on the top customer is fully satisfied and on the bottom side customer is very dis - satisfied. Dr. Kano gave total five categories of customer needs by using these sets of axis which are explained below: 1. Performance Attributes: these attributes are one dimensional and are on the top of customer's mind when they are making choices and evaluating between competitor present in the market. ( Refer Fig 1), Performance of these attributes gives more satisfaction and if they fail to perform customer will be very dissatisfied., because these are liner in nature and it will be better to execute them fully so that customer is more satisfied. in other words you can call them as satisfiers to customers. for example : the battery life of a mobile , if it goes well then customer is satisfied otherwise dissatisfied or the average claimed by a car manufacturing company is 24 and its actually coming 14 then customer is fully dis-satisfied, or the resolution in your new TV is not as per claimed by the company then customer is not satisfied. any mobile company is claiming its mobile can be used for gaming purpose but it starts to hang in simple application then customer will be fully dis- satisfied. it means that you will receive more satisfaction by customer if you are able to able to execute fully these performance attributes. 2. Threshold Attributes: these are the basic attributes and customers take them for granted and expects them to be in the product or service they are having. if these are doing well then customers might be just neutral but if these are not performing well then it may leads to customer dis-satisfaction (refer fig 1). in other words we can call them as " Must-be's" because they must be included. for example : lock of the door of the car that we are considering to buy, cleanliness of the hotel room that you booked for your trip. 3. Excitement Attributes: (Refer fig 1)these are the unexpected surprises or delights for the customer. in others words these are termed as the " WOW - factor" or the different offers that any company gives on its product to attract more customers. these are called Delighters because they do exactly what they are. they attract more customer and sometimes it happens that customer leaves some of its needs when they see such type of delighters. for example offer of 2 lac off on purchasing a brand new car so in this case customer can overcome some of its needs to grab that opportunity, or to give more service time for more period of time or for kilometers. giving road side assistance also comes into this delighters. normally these type of delighters comes on festive seasons because customers wants to buy new things. if these are not given at any point of time then there is very less that customer will be less satisfied. 4. In different attributes: (Refer fig 1), these attributes are those types that presence or absence of them does not matter to customer satisfaction. customer will be neutral if they are present or absent. for example some advanced application in mobile phone that is not used by maximum people. they provide little value to your product because majority of customers dont care about them. 5. Reverse Attribute: ( refer fig 1) this is the rarest category out of these 5 and these items are those that you dont want to offer. these requirements are of such types that their presence leads to dis-satisfaction of customers. Reverse Attributes found very rarely. Microsoft's little " paperclip helper" is a very small example of this because most of people was annoying because of it. there is presence of grey shades between five categories which are defined above. it may change from person to person and its very important to keep in mind that Kano Model is not only absolute because whatever one is describing it as an excitement attribute , it might be possible that the other one describes it as the performance attributes. these is very often and its very simple fact that there is a little difference between customer to customer and their requirements. Kano model helps any organisation to take decision which can fulfill requirements of customers and one can take decision with the help of Kano Model. As every one knows that customer needs and expectations are very dynamic in nature and for any organisation it is must to understand their nature of business and understand the pace of change of industry year by year to be in this competitive market. if you are not going with change then you will be replaced by someone else, there are many examples of it like Nokia, Blackberry, HMT Tractors. Time is a very important factor which plays a very important role in Kano Model ( Refer Fig 1). As the time passes industries changes, technologies changes and customer requirements also changes. for the excitement attributes we should know that how long they will last . generally its a saying that whatever is exciting ( Excitement Attributes) today will be definitely asked for tomorrow ( Performance attributes) and can be expected the next day( Threshold Attributes). there are various examples of this transition and companies can take decision by seeing all these factors. its reality is that it forces companies to bring innovations continuously ( Excitement Attributes) to keep themselves in this competitive edge. for example when touchscreen was offered by Apple then it was excitement attribute for the customers buy as the time passed it became threshold attribute and now every mobile company producing mobile phone with touchscreen. another example is of headphones that was used to give with every mobile phone and now a days also companies used to give but Xiomi has changed this scenario by giving more features and quality product. As Xiomi does not provide any headphone with new mobile phone but still number one company to sell its smartphone because of its performance and excitement attributes. Customers are more satisfied even without headphone and its presence does make any affect. Other examples are of AC in car now days becomes threshold, Wifi in a hotel and camera in your mobile phone and remote control for your television. Kano model helps organisation to collect data on the base of voice of customer and helps to classify that data into different categories to launch a new product in the market to satisfy more and more customer to be in the market.

-
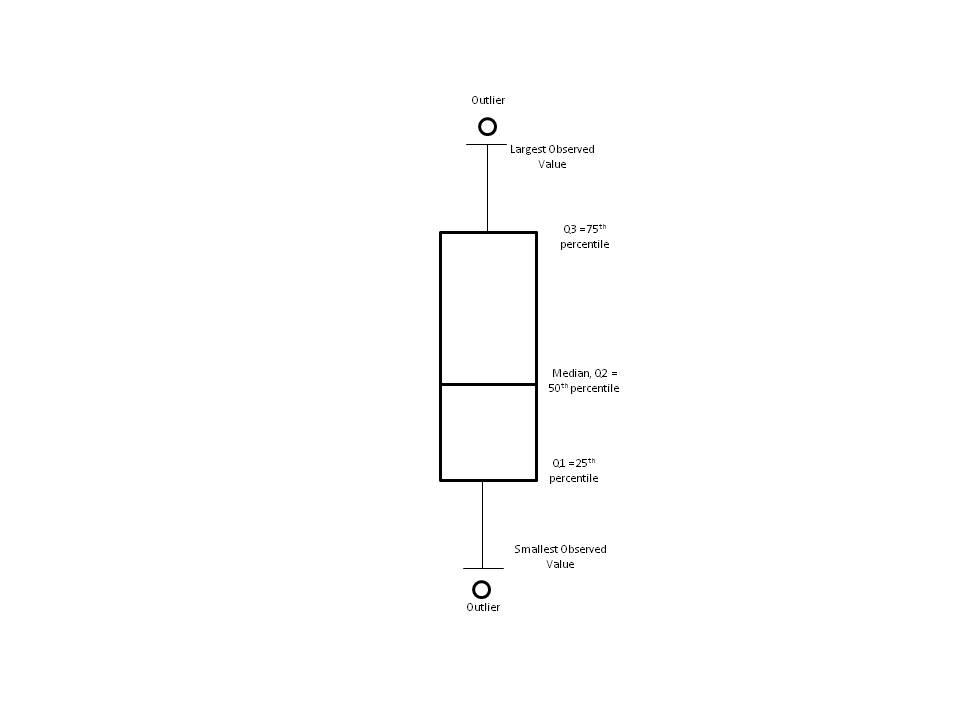
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!In Analyse phase of DMAIC, Box Plot comes into picture to compare data and analyse properly to display statistics summary at one place for a set of distribution. Box Plot which is also knows as Box and Wishker Plot is another graphical representation of data which can be drawn horizontally and vertically and summarize the following at one place which can be referred in attached picture also: 1. Median 2. Inter - Quartile Range ( Q3-Q1) 3. Quartile range or 25th, 50th, 75th percentile 4. Minimum & Maximum Range of data set 5. Outlier Interpreting the Box Plot: Making a Box Plot is easy and very simple but it is very important to know how to interpret it to understand data in a better way which can help us to reach a final conclusion: 1. It consists a Line between the box which is called median or 50th Percentile or Q2 2. The Lower Side of The Box Plot is Q1 or 25th Percentile 3. The Upper Side of the Box Plot is Q3 or 75th Percentile 4. 50% data is contained by Box Plot Itself as the Length of The Box is Q3-Q1 5. The ends of the vertical straight lines represent the Smallest and Largest observed Data Value 6. in picture outlier is shown by circle, normally it is represented by dot or asterisk mark. 7. If the median line is not in the center it means the data is skewed. Despite the simplicity of Box Plot, it is very beneficial and contains a lot of useful information which can be seen here without using much more statistical tools. Following are the benefits of Box Plot: 1. Median can be used to determine central tendency or location 2. With the help of Box Length we can determine the spread, variability. 3. with the help of outlier we get to know about outliers in the data 4. Skewness, symmetry of the data can be identified with the help of median location. 5. if the median is laying towards bottom of box then the data is positively skewed. 6. if the median is laying towards top of the box then the data is negatively skewed. 7. On the same graph box plot can be used to compare different data sets.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!FMEA stands for Failure Mode and Effects Analysis and is related with Lean Six Sigma DMAIC project in various phases. We can say that it is a risk assessment tool which helps us to prioritizes the failure modes of any product or any process on the basis of RPN score which stands for Risk Priority Number and can be calculated by giving scoring based on Severity, Occurrence and Detection. Severity can not be reduces once decided and the project team has two option to reduce occurrence or increase detection. After action taken we can again calculate RPN number and can determine new risk on the basis of score and further we can do work for improvement so we can use FMEA as continuous improvement and can use for comparison of results before and after the action. Six sigma helps us to eliminate the product defect, process failure which can be internal as well as external. FMEA helps us to identify the process failure that is going to impact a customer, product . Like Six Sigma, FMEA helps us to access every step and its impact on customer and project team can easily identify by calculating RPN number that Occurrence have the biggest impact. in other words we can say that, the ability of FMEA to measure the impact on the customer or outcome by any failure is inline with the improvement method which is driven by Voice of Customer and is the focus area of any Six Sigma DMAIC Project. FMEA can be interrelated in different phases during any DMAIC Project. During Measure Phase FMEA can be used to identify what can go wrong with the process and can do prioritization to focus of a DMAIC Project and helps the team in right direction to collect the data for its process. Oonce FMEA is created , the team can focus to mitigate the failure areas During Analyse Phase, FMEA tells us where to look for the root causes as it tell us failure points in the process although FMEA is not a tool which is used to identify root causes but it tells us the focus area to find out root causes of failure. During Improve Phase , FMEA helps us to examine process improvement . this helps to identify corrective , preventive action whcih can be used to eliminate the failure. During our Measure, Analyse, Improve phase of the project , FMEA is formed with the result of brainstorming because we dont have any quantitative data, so now after taking c/m in improve phase, FMEA can be updated in Control Phase on the base of real data and we can compare results of before and after c/m and this result will be helpful to us for continuous improvement.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Six Sigma methodology can be implemented in every industry. The structure followed five important phases - DMAIC, in which output of one phase is the input of next phase. It is a top driven approach and it needs commitment from top management for the successful implementation and desired results. Six Sigma professional insist on Z Score during measure phase even though there is well established process performances. Z Score tell us about errors within the system or in other words we can say that it tells us about the number of standard deviation present between the mean and specification limit. For any organisation it is very big challenge to define definition of defects as they have different processes and defects changes from process to process. for example in purchase it may be lead time failure, In fiance it may be vendor payment, in sales it may be not achieving sales target, on shop floor it may of not achieving quality objectives. Now the biggest challenge here to compare performance of all these processes as defects are defined in different units. Here comes Z score in picture which is common platform that is used to compare performance of all processes and find out on which process we should work to improve it further. Higher the Z Score indicates that there are more number of standard deviations within specification limits and the mean value is far away from outlying limit. which means that majority of the results lies nearby average value and process is capable and stable both at the same time. Lower Z score indicates that there is less number of standard deviation present or there is presence of variance in output. and presence of variance indicates that product or service quality can change or fluctuate from its defined value which leads to dissatisfaction of customer. Z score helps a company to ensure the quality of its output and enables the organization to workout for the poor processes in case of any undesired result. Z Score is very useful and helps the six sigma professional to make comparison during measure and control phase to highlight where improvements can be made .
-
Central Limit Theorem states that distribution of sample averages will tend towards a normal distribution as the sample size increases or in other words we can say that irrespective of shape of distribution of population , the distribution of average values of sample drawn from that population will tend toward a normal distribution as the sample size grows. Because of the CLT we can use average of small samples to evaluate any population using the normal distribution. We can see practical application during election . Any time when we see polling results on the news along with confidence interval, it gives an appeal to the central limit theorem.it tells us that larger the sample, better the approximation and this we can see from news channel to channel that sample sizes are different and results changes accordingly. from this we can guess how an election will turn out. We take a poll and find out that in our sample how much % of people would like to vote a candidate over another candidate. We have taken a small sample over a large population but as per Central Limit Theorem if we ran poll over and over again, the resulting guesses would be normally distributed or in other words we can say that we will have a clear picture around the large population and can guess about the winning candidate. So if we take large sample size and repeat again and again we will have a clear idea about the large population.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Before Analyzing The NPV calculator, let us first understand what NPV is all about: NPV stands for Net Present Value which is one of Discounted Cash Flow Techniques which were developed to take account the time value of money and to improve the accuracy of cash project evaluations. in simple words we can say that NPV is the difference of present value of cash ouflow and future value of cash inflow over a period of time. NPV consists of: finding the present value (PV) of each cash flow, discounted at an appropriate percentage rate. finding the NPV by adding the discounted net cash flow to determine whether the project is acceptable or not. If two or more projects having positive NPV then the one which is of higher NPV is a more likely choice. NPV can be positive, negative or zero. Projects with Positive NPV have more return or cash flow or in other words we can say that projects with positive NPV are profitable to the organization but projects with negative or zero NPV is loss to the organizations but it does not mean that we can not go with projects with negative or zero NPV. This will be explained further. Lets understand the calculator with the given values in the question: Future Cash Flow: Amount given is 50000 which is an estimated value when the investment done for the project. Cash flow is the amount which is the increase or decrease in the amount of money for any business. or in other words its the company's ability to create value for shareholders which is determined by its ability to generate positive cash flow. For any organization its very important to have good Cash Flow, Profit and Return of Investment(ROI). Any organization can survive with less profit and ROI but it cant go with poor cash flow or if there is no cash flow then it may close down the business in future. Rate of interest of discount rate: it is the expected rate of interest to compute the present value which is 8 % in above example. discount rate is company specific because its related to how the company gets its funds. It is the rate of return that the company expect. Time Period: this is the time period after which the cash flow is expected. In above example this is of 2 years. Initial Investment: This is the amount which is invested initially that is expected to generate future cash flow. in above example this is 42867. in above example when we put all values in calculator we see that NPV comes zero. but it does not means that zero NPV indicate no value zero NPV means that investment earns a rate of return equal to discount rate. Because NPV is the measure of wealth creation relative to the discount rate. In above example we should go with this project as this project gives a huge increase in employee satisfaction scores and corporate responsibility visibility for this company. in above example we have good cash flow which is very good for the organization but has zero NPV. Sometimes we select projects even negative NPV for example when we are going to buy a new car then we know that after so many years residual value will be less when we sell it. but still we buy because things like bus or any cab fairs that we are not going to pay now after buying a car and now we can drive anywhere ,we can go anywhere , there will no need to wait over stations or bus stands so time also saving, so we buy new car when we consider all factors although we know that residual value of car is less. Another example is that Facebook bought what's app and Instagram yet both are not still profitable because they know if they don't then Google might buy both and get more users on What's App and Instagram. So Facebook has to pay to avoid the user churn. Another example is of safety equipment used in industries, they all have almost negative NPV but still are used because they are important to ensure people are not getting injured or killed. Similarly we can select project with Zero NPV because: Zero NPV increase revenues despite not increasing profits. because shareholders look to revenue growth as an indicator of financial growth. It may involve social benefits that will increase brand value of the organization. it may be a part of legal or regulatory requirements. it may change in the economic cycle which will lead to project to a positive one. As stated in the example it may give a huge increase in employee satisfaction scores and corporate responsibility visibility for this company.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Before analyzing the Takt Time calculator let us understand first what Takt Time is all about. Takt Time: This is the rate in time per unit at which the process must complete units in order to achieve the customer demandime . It may computes as take Time = Time available/Number of units to be produced Takt time is basically a time based measure which is sometimes confused with cycle time. Cycle time is total time taken to complete the work. for any work task at a station cycle time must be less than or equal to takt time. Available time does not include luches, breakdown, and planned downtime. So to meet the demand takt time can be reduced if there is any breakdown or downtime. for example in car manufacturing industry , lets assume daily car production target is 500 in two shifts of 960 minutes. Lets not include of lunch, break so we have 900 minutes to produce 500 cars. SO takt time is : 900/500 = 1.8 minutes or 108 sec which means in every 108 seconds one car must be out form shop floor. lets assume demand is increased to 800 cars in a day in festive seasons then takt time will be reduced , revised takt time is now = 900/800 = 1.12 minutes or almost 68 sec. we have seen that takt time has been reduced as demand increased , so in every 68 sec car must be out form shop floor and any activity at a particular station which is defined must be completed before takt time. or in other words cycle time at every station should be equal or less than takt time to meet the requirement. it may be possible that we have to deploy extra manpower, processes to reduce the cycle time at station to meet our takt time. Similarly example can be seen in any industry like, foods, beverages , air conditioning, their demands fluctuates throughout the year so on forecasting bases takt itme can be increased or decreased and planning of manpower and other item can be done in advance which will be helpful in cost saving for the organization also. For example demand is not there and organization has maintained its takt time of 68 sec to deliver cars by investing on extra machines, overtime, extra manpower which is a waste for the organization as it leads to high inventory of finished good for which organization needs more space which is also a wasteful activity and loss to the organization. Lets understand with calculator: 1. Total customer: this is the daily customer demand which changes from industry to industry like automobile, four wheeler, two wheeler, heavy commercial vehicle, daily consumer goods industry, . this is a foretasted demand which is derived from its yearly plan which is based on its previous history and its upcoming plan to the market as per the market. it may vary throughout the year eg in case of icecream which is more consumed in summer time than the winter time. Same is with automobile industry where demand is more in case of festive seasons. For example we have a demand of 1000 bikes in a day. 2. Production Time : this is the time available for production for example if any industry operates in 2 shifts then it will be 2*8*60 = 960 minutes and in case of 3 shifts then it will be 3*8*60 = 1440 minutes. For above example lets suppose we have two shifts of total time is 960 minutes. 3. Break time: this time is break time for lunch, tea in shifts and to calculate Takt Time, this time excluded from production time so we assume our total break time for lunch & in two shift is 90 minutes then we have available time is only 960-90= 870 minutes. means we have only 870 minutes to produce 1000 bikes as per our example so our takt time will be : 870/1000 = 0.87 minutes or 52 sec. as now we have available time is 870 minutes. 4. Down time: this may be planned or unplanned and to calculate takt time , down time must be excluded as during this time is not used for production. So if we exclude downtime then our takt time will be reduced. Suppose our total downtime is 70 minutes so now total available time is 870 - 70 = 800 minutes to produce 1000 bikes. so revised takt time is : 800/100 = 0.8 minutes or 48 sec which is less than before , so to meet this target we have to deploy extra manpower of increase speed of line and reduce cycle time at every station to finish the defined work to match the demand. takt time changes with demand and total time availability. it is a very simple concept which gives us production stability by limiting overproduction and stabilizes the system. As we have seen in our example also it prevent us to build up inventory which is an unnecessary waste for any organization.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Cost of poor quality includes any cost that would not be expended if quality were perfect. Total quality cost includes below all four cost: 1. Prevention Cost: cost incurred to prevent the occurrence of Non conformance in the future. for example: marketing, purchasing, operations 2. Appraisal Cost: cost incurred in measuring and controlling current production to ensure conformance to requirement, for example purchasing appraisal cost, operation appraisal cost 3. Internal failure cost: cost generated before a product is delivered to as a result of NC to requirements. for example rework, repair, reinspection, scrap. 4. External failure cost: cost generated after a product is delivered as a result if NC to requirements. for example: return goods, warranty claims, recall cost, penalties, lost sales. now lets see the example in the cost calculator: 1. No of defects identified internally : 20 2. Avg rework cost per defect is : 50 so total internal failure cost will be : 50*20 = 1000 3. No of defects identified externally : 10 4. Avg rework cost per defect is : 100 5. Recall cost is : 5000 so the total external failure cost will be : 10*100+5000 = 6000 So total cost of the poor quality will be sum of both internal and external failure that is 1000+6000 = 7000. No lets understand the problem with the example in automobile industry. Toyota & Lexus recalled around 1.7 million cars with deadly Takata Air bags that could explode. so for Takata total failure cost will be the sum of internal and external failure. internal failure cost is to reinspect all air bags before supply to Toyota and solve the problem and eliminate the root cause of the problem of deadly airbags. on the other hand external cost includes penalties by Toyota. Similarly cost of poor quality for Toyota is internal and external both. Internal failure cost includes rework, reinspection for all air bags and scrap in case of faulty. external cost is recall cost of all 1.7 million cars to recheck and recheck the faulty air bags. The most expensive quality costs are from non conformance detected by customer. In addition repair, replacement cost loss, any company loses the customer goodwill and their reputation is damaged when the customer relates his experience to others.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!A Toll Gate review, as the name suggests itself that its a check point in a DMAIC/DMADV or any six sigma project at which various team members organise a meeting and determine whether the work has been completed or as per plan and whether we have achieved our objective or not. Toll gate reviews are generally carried out at the end of each phase in DMAIC /DMADV project to check all defined objectives for the project to succeed. Toll gate review is a well.planned and standardized series of reviews at the end of each phase in which we have a set of questions and check points to proceed further. Without achieving our defined criteria we are not allowed to move to next phase. There are various tools which are used to carry out toll gate review: 1. Check sheet 2. list of Milestones 3. Project deliverable documents The toll gate review process includes a set of questions which is to be answered at the end of each phase. Following are the objectives to complete a Toll gate review : 1. Standardized evaluation of each phase before proceeding further in next phase. 2. To verify if the project reaches the expected output, whether it is completed or not 3. To validate whether the planning is good enough to face the next phase and to work as per defined standard. 4.to limit the business and project to risk 5. To make future phases easier by verifying information 6.to find out whether they have fulfilled all criteria which are defined in previous phase to go forward in next phase. 7. To give recommendations to the dicision maker whether the project can step forward or not. 8. To find out the projects output for the organisation 9. To discuss and document all the knowledge areas 10. To give awareness to the team and the organisation regarding importance of investing time and resources in a well defined planning. 11. To access the deliverables performed during the phase. 12. To give the decision makes a set of information that has a known degree of uncertainty 13. To reduce the final investment risk. This review is basically performed by a master black belt or quality council. It should also be attended by Green belt, black belt and project champion and sponsor or other member as per requirement.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Regression Analysis is a technique that typically uses continuous predictor variable to predict the variation in a continuous response variable. R - Square or co-efficient of determination is used to find out how well our model fits the data points or in other words it is used to explain how good our model when compared to base model. Range of R - square varies form 0 to 1 where values closer to 0 means poor fit and values closer to 1 means perfect fit. Adjusted R - Square is used to find out how important is a particular feature to our model and to overcome the limitation of R- square as R - square can be increased artificially. it is used with multiple regression because unlike R - square , the adjusted co-efficient will increase For example: we are comparing a five independent variable model to one variable model and the five variable model has a higher r - squared. just compare adjusted R - square values to find out whether this model with five variable actually a better model or not Variable R - Square Value Adjusted R - Square 1. 70.1 71.2 2. 73.5 72.6 3. 79.5 78.5 4. 82.6 71.9 5. 85.7 70.8 In the example we have seen that Adjusted R - Squared value increases upto a certain point when the new term improves the model fit and decreases with each and every additional independent variable when the term does not improve the model fit by a sufficient amount. so we can use only three independent variable rather than five as adjusted R - square value starts decreasing after that so there will be no use to add further
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Nowadays artificial intelligence is on boom in every industry from automotive to service. It can affect business outcomes and can do more work in short time with accuracy than that work done manually with the help of workforce. For example in trading, share market calculations are calculated and forecasted within fraction of seconds, it will take some time if all goes manually. Similarly it can impact in automotive sector, manufacturing sector, food processing. Machine can handle more workload than humans and can deliver fast than humans if they starts to behave like humans then lot of workforce will be displaced and outcome of the business will be increased day by day and any organisation can deliver more products in market with the help of machines than manuals. Cost saving will be huge if work done by using artificial intelligence although there is need to spend more money initially to start work with artificial intelligence. Business outcome will be more accurate and precise. For example a machine is used to produce engine parts which is having many operation to. Finish the job, so by the programming in the machine, it is changing all tools automatically after every operation and a finished part with more accuracy and precision within short period of time comes out which is not possible manually. Another example in food industry of biscuits packing, sensor are there in packaging line, if there is any broken biscuit it will be sense by sensor and automatically thrown out from the packing line and ultimately customer will recieve good quality and if customers are satisfied with your quality then automatically your business will grow day by day.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Lean is basically eliminating waste from your organisation. There are various tools which encourage very good scope of almost unending customization and improvements. Some of them are give below 1. Improve 5 S 2. Reduce 7 waste or reduce DOWNTIME which is a short form of 7 waste or Muda in the organisation. 3. Value Stream Mapping. 4. Work standardization 5. Heijunka 6. Kanban Pull system 7. SMED 8.Problem Solving /PDCA/PDSA 9. FMEA
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Control plan is a quality document which is part of PPAP and its a method for documenting all the functional elements in the process to assure quality standards are met for the desired product or output of that process. The best way to create a control plan is its development by the cross functional team, that has the understanding of the process which we are going to execute or controll. With the help of CFT, we can identify opportunities for improvement. Control plan is more than just a document, it is that plan which is created by or developed by the CFT team to control the process form input to output and ensure that the process produces quality output/products that meet the customer requirement. CFT team should consider observation/output/know-how from following to create a good control plan. We should consider process flow diagram to consider each step involved in the process to control it Consider the output and previous know -how from DFMEA Consider the output and previous know how-how from PFMEA Consider quick learning form previous similar parts, processes Do design review Knowledge of the team about the process and part or output Consider special characteristics Control plan must be living document because all the information and problem history changes throughout the life cycle of the process. We should continuously update control plan as per input form any process step or something new happened which was not there earlier.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!FMEA is a very effective risk analysis method and stands for Failure Modes Effects and Analysis and is a live document. FMEA is of following types: Design FMEA Process FMEA System FMEA Service Delivery FMEA This methodology is designed to identify the potential failure modes of a product or process before the problems occur or to assess the risk. FMEA can be conducted in design phase as well as existing products or services and can be updated at any point of time of analysis and that is why it is live document. The FMEA team determines the potential failure modes and then their potential effect of failure and potential cause of failure and identify single failure point which is crucial by giving rank to each failure with the help of RPN ( Risk Priority Number) RPN is calculated by multiplying of severity, occurrence and detection. On the other hand FMECA is FMEA with Criticality Analysis, and is of two types: Quantitative Qualitative To use FMECA, team must define the reliability/unreliability for each item at a given operating time identify the item's unreliability which is contributing to each potential failure mode Rate of probability of loss or severity calculate criticality for each failure mode by multiplying Item unreliability, Mode ration of unreliability and Probability of loss. Compare failure mode via a criticality matrix FMECA is supposed to be used in following conditions: to improve design of products or processes for Upping the reliability Better Quality Enhanced Safety to improve customer satisfaction for cost saving by decreasing development and design cost by decreasing warranty cost by reducing waste NVA to contribute to development of control plans, testing requirement, reliability growth analysis FMECA adds some value to the company if that company is already using FMEA. We can see that FMEA provides only qualitative information and is used in industries as " what if" method. but in this case we are not able to identify that how critical that product or process is? FMECA fulfill this as it provides quantitative information. FMECA is extension of FMEA and provides a level of criticality to the failure modes, which can be carried out in two phases, first do FMEA and then do Criticality Analysis. FMEA identifies the failure mode of a product or a process and their effects while CA ranks those failure modes in order of importance, according to severity and failure rate. FMECA does nothing but adds reliability to the failure modes. it is more suitable for hazardous control. By doing FMECA, Designer gets helps to identify the criticality of potential failure and the areas of the design that need the most attention.With the help of Criticality Matrix, we can compare each failure mode to all other failure modes with severity.
-
Point of Use inventory, as the name itself suggests that it is the storage of raw materials/consumables at the work stations where they are used and it is one of most useful Lean Concept.With this system, we used to deliver the quantity of products you need, where you need it and when you need it. All materials and information are stored near workstation so they can be accessed more quickly by the workforce. It is one of the most efficient and economical system giving us a clarity about our raw materials/consumable which we are using is matching to our inventory or not. POUS help us reduce classic lean wastage. In our Lean Journey, we see that there are seven types of waste which are identified as TIMWOOD, Transporation, Inventory, Motion, Waiting, Over-processing, Over-production, Defects. To start the process of standardization of work at a work center first we need to address material storage locations and we should be able to quickly the benefits of POUS. Biggest waste in TIMWOOD is Transportation and Motion which is eliminated and reduced by using the concept of POUS. Transportation is a type of waste which does not add any value because it does not contribute to transforming the final products. POUS technique helps to minimize the transportation waste. Motion is also reduced by the technique of POUS. it involves the double handling, reaching of parts and stacking of parts In any factory, we can reduce non value adding activity, excess movement of material from one place to other by using technique of POUS.
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!As the question says Y = F(x), that we need to improve inputs and improve the process to get better outputs than what got earlier. It is not possible to to let one of the two remain at a below industry average level( input or process) and focus heavily on the other one to generate excellent results. in previous question we have already seen that there can more than one x which is impacting outcome. Lets see some examples to understand that why is it not possible to let one of the two remain at below industry or standard level and focus heavily on other to get better output. Body Building in Gym: Some one has started to go Gym, no win this case outcome is a good physique and maintaining of his/her body. So this is Y in this case and to get this Y there are so many inputs and processes like diet plan, protein intake daily, exercise schedule, punctuality, not to eat fast food, Exercise start finish time, weight training. SO if he or she is having focus on only exercise schedule and timing of exercise and giving full time as per exercise plan and weight training but not having focus on inputs like not following diet plan, not proper protein as per daily requirement and having fast food, so after some time there will no proper result as desired because inputs are not taken properly although exercise schedule followed. Construction of a building: in this case our Y is the final building as per design given to the contractor. so here inputs are raw material like steel, cement, concrete, plywood, plaster, clay, paint, plastic, adobe, glass, fibre and much more, on the other hand there is a process to finish the building construction from starting of basement to final paint. in this example suppose we have focused heavily on inputs or raw materials but we are not focusing on the process how to construct the building, not seeing how the concrete is being made, how the raw material is used, how to proceed to finish the building. if we do not focus on process first impact that we will not get our desired building as per design within time except the wastage of time and raw material. Production of a Car: in this example our Y is final product of a designed car as per design and standard. Inputs are raw material like tyre, Engine, body frame, plastic parts, head light, handle, dashboard, floor mat, doors, glass, power-train etc. to produce a car with all input raw material there is process defined at every section and department. each department has its own process to process production of car from welding of body frame to paint to final assembly of child parts. for example we do focus on input and its quality material used to produce a car but following poor performance processes and not following exact process so at the end after using good quality parts we will not be able to produce a good quality car as per designed standard. Farming: it is growing of crops by people for food and raw material. in this case our Y is thew final crop which is used as either food or other raw materials like flowers, nursery plants manure etc. It is part of agriculture. in this case our inputs are seeds, pesticides, fertilizers, water. to get a better output for example 50 metric tons of wheat there is a process that should be followed. on what time water to be given, what time plantation of seeds to be done, at what time pesticides and fertilizers to be used, crop rotation or we are cultivating same crop of wheat again and again . so even if we use good quality of all inputs like, seeds, fertilizers, water etc but do not follow exact process of giving water, plantation of seeds and time to give fertilizers we will not get desired output of 50 metric tons of wheat. So from above examples, we can say that we have to focus on improvement of both input and process. we cant not ignore anyone of them to get better output
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!DMAIC approach six sigma methodology provides a systematic approach to solve problems. This approach consist of proven tools and methods which applied correctly helps us to determine a desired outcome. during this approach the concept of Y= F(x) plays a very important role and it has different role phase by phase. The term Y= F(x) , means Y is function of x illustrates that output Y is result of drivers x in process. let us see phase by phase importance and role of this concept Y = F(x) Define Phase: in define phase we focus on Y, the outcome or our project Y and how to measure it . Various tolls are used in define phase to get a clear understanding of the project Y. main outcome in this phase is Project Charter which defines exactly what the business problem is . To get Y in this phase we use following tools as our input which clearly relates the project Y. Some of the tools are: 1. VOC 2. SIPOC 3. CTQ's Tree 4. AS-IS Process mapping 5. Kano Model 6. Stake Holder Analysis Measure Phase: in this phase we also focus on Y and main outcome is Current or Baseline performance. We measure X's and Y and prioritize potential X's. There are various tools which are used to prioritize potential X's and establish a relationship between X's and Y's. Some of them are given below: Fishbone Analysis Correlation data collection plan Gage R 7 R study FMEA Histogram MSA Probability Distribution Pareto Analysis Process Sigma Control Charts Regression Analysis ANALYSE Phase: This tool is simple and is used to test relationship between X's and Y's and to validate root cause to identify Critical X's. By using some tools we get to know the critical X's which are mostly impacting Y's. an some of the tools used in this phase are below; hypothesis Testing Regression Process capability Analysis Scatter Diagram Reliability modelling Design of experiments IMPROVE Phase: in this phase we focus on addressing important X's to improve our Y. Some of tools are given below which are used in this phase: Design of experiment PERT technique Fault Tree Analysis Design of experiment MSA Risk Analysis Taguchi Design Value stream mapping Control Phase : in this phase we monitor Y and important X's over a period of time. some of the tools are given below which are used in this phase to monitor : 1. SPC 2. MSA 3. SOP's 4. Run Charts 5. Control Plan
-
Vastupal Vashisth replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!SWAG is a part of terminology. its a consensus driven guess which is based on small amount of factual evidence.In any organization at some point of time we rely on SWAG's in decision making process which is actually a gut feeling and based on past experience but not all evidence. Its a risk taking decision but not avoidable because now a days hard deadlines are their to finish any project or any work. Normally during planning phase people have sufficient time for problem solving as they have proper time for data collection and its analysis and based on analysis they give decision regarding any problem or any solution to work upon. A decision based on SWAG and a reasonable decision both lies on same line. There is very thin line which is blurry to differentiate them on the same line. Because all these decisions are based on imperfect decision and gut feeling of decision makers. as per their experience they used to take decision to work for better result. for example in a tier 1 or tier 2 company which are small scale in which people wants to transfer products from one machine to another to eliminate wastage of time and increase productivity of line but they dont have any method to transfer except manually and for automation needs lot of money to spend which is out of budget . so decision makers decided to design and make a system which works according to gravitational effect and with the help of rollers they designed some trolley which transfer products automatically from one machine to another so by taking this decision it was not well planned but worked well to eliminate their losses.
