Manjula Pujar
Lean Six Sigma Green Belt
-
Joined
-
Last visited
-
Project management is process of execution of work to meet the goals. It contains five phase` • Initiation • Planning • Execution • Monitoring Initiation: Initiation phase in project defines Goals, objective of project. As before starting of project, we need to Define objective goals of project which should be known before start of project. Planning: Scope for projects included in planning as we can get to know more drill down as we work more on Concepts. Scope also can be define as work to be done in order Scope defines business need,deliverables,key milestones. In project management it include in planning stage as it may varies or changes as per scenarios. Variation in Target or concept of stake holder may happen. This is one of reason scope is align in planning phase Some time Scope is unclear, incomplete. Planning Phase help improvisation on this leading to project success. In Lean Six Sigma Project charter is done in define phase which included Scope Here scope defines the improvement and benefit out of output what we are willing get. It gives clarity of financial impact to overcome, example :avoid penalty, winning rewards Both approaches have ther own advantages in their way. In Six Sigma we get mor clarity and more drill down in analysis if scope define well i Also Lean six sigma approach is more in sequence in order to work on project.
-
We are going to discuss all about PFMEA process Failure Mode of Effective analysis . Before that let’s have look on FMEA i.e Failure Mode of Effective analysis. FMEA is tool used to prioritize identify, quantify and evaluate the risk. Goals Reduce the Failure Risk Detection of Failure are ensured Prevention of failure Why FMEA : FMEA is to track Failure of potential Reduce the risk counter measures to be taken In success of FMEA it starts with capturing all requirement properly and arranging potential failure modes. FMEA has 3 Points Failure Mode Failure Effect Failure cause There are 3 Types of FMEA Design Failure Mode of Effective Analysis : This method is to detect error in design . for ex : if any dimensions or size of product varies with standards due to which risk generates Process Failure Mode of Effective analysis: This method is to detect error in process . for ex : If any problem with Ids System Failure Mode of Effective analysis: This method is to detect error in System Process Failure Mode of Effective analysis The primary objective of PFMEA is to give proof of specific cause failure. If this can not be given then next level is mistake proof ,where team has to come up with ways of catching either cause or failure of specific failure mode of defect. PFMEA approach is to Identify ,reveal potential of failure Recognize function with process which reduce opportunity of potential To prevent out of conformance based on current details and document the process. Work towards corrective and prevention RPN: Risk Priority Number is component of PFMEA, It deals with 3 factors Severity: Seriousness of problem. It is rated in range of 1 to 10. Depending on how seviour problem is . if it is 10 then it may be without information If problem not effect function then it may 1 or 2, for ex if color of any product which is working fine is not so suitable. Occurrence: This is opportunities to raise the issues or problem it is rated from 1 to 10. The error which occurs or repeat highest then it extreme value toward 10 Detection: Identifying the problem, Rated between 1 to 10. The problem detected fery easily with less effort or which reflects its existence more is 10, Risk Priority number = product of Severity, Occurrence and detection RPN= S * O * D Highest value of RPN is 1000 and lowest value of RPN 1 How to Address the PFMEA A Team need to Formed with process owners Expectations to be set about goal, objective and duration of time line Team has to go through process MAP Implement process map in FMEA step by step AS team work on Severity, occurrence and detection scores. When team will get RPN value work on corrective measures Corrective measures to be tracked for consistency.
-
As-Is process mapping deals with analyze the process and improve it. It ensures enhance of working process to grow of company. Here collecting and consolidating of required documentation is done which refers to current Employees who involve in day today activities participate. Also clients and Suppliers also can be part of it.Example of As-IS and To- be process Above is the as-Is process flow where customer place the order. Sales team checks the stock if available good will be shifted after packing. If stock is not available will suggest customer to change the order or date of delivery.IF we need some improvement in this process then we can use to-be process. In above flow we can see two segments are made Sales and warehouse, where It is east to rotate the stocks Rules to decide how much details to be included in As-Is process • Analysis of current document • To check what all expected for process and business in future • What is the necessity of model and what is required result or output • Assigning techniques, giving clarity of objectives , assigning the responsibilities to the team • Resource or input required • Discussions with operations and support department about the requirements Also there are few techniques used in As-IS mapping. Gauge the whether details are little or too much • Sampling : Run set of protocol and check, • • VOC Sample checks on VOC • Interview/brain storming : There can be one on One discussions or Brain storming with employees for better understanding


-
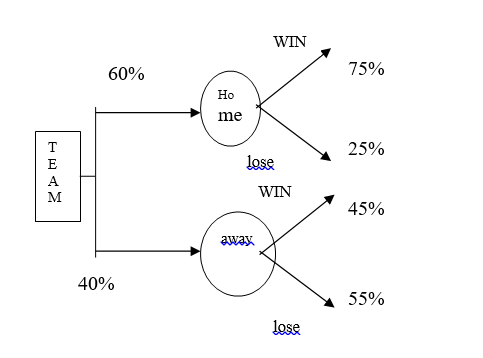
Bayes Theorem Bayes theorem is about probability of 2 or more parameters. If parameter of distribution, can be estimated which can not be fixed one. It may be random variable. Bayes theorem works on probability rules Normal probabability : B A If A and B are two boxes and we have to select one box Then probability of A and B Probability(A)è P(A) = 1/2 è A/(A+B) Probability(B)è P(B) = 1/2 è B/(A+B) Suppose there are 3 Boxes A Band C Then P(A)=1/3 P(B)=1/3 P(C)=1/3 Let’s say possibilities of selecting box A is 55% , box B is 30% and box C is 15% Then P(A)= 55/100=0.55 P(B)= 30/100=0.3 P(C)= 15/100=0.15 Conditional probability: P=(X/A) X=Selecting element A= Selecting element from something. EX: Suppose there are 5 Red balls and 2 white balls in box . probability of selecting red boxes from box is P=(X/A) = 5/7 Prior probability Prior probability is estimated possibilities. In this case we set probability without knowing the actual data. It is estimated by deducting reasoning. It can be stated through Principle of indifferences For Example how many votes a politician may get in coming election is prior probability. Posterior probability Posterior probability estimated on basis of previous data. Depending on past trend according to required frequency probability is calculated. Posterior probability is estimated considering prior probability in additional to new evidence. For example there is Garment shop in which sold highest count of Red Shirts in last year. According to that this year also Red Shirt production are made. But This year Trend is of yellow shirts. Now posterior probability to be calculated as we know past trend and also changes i.e P(A/B)= P(A*B)/P(B) Prior and Posterior probability can be explained by one more example A team Plays in Home ground and also outside. 60% plays on Home ground and 40$ played on Outside. When it played at home ground 75% of matches are won. And 25% are lost. When Game was played by team outside 45% of matches are Won and 55% are lost. Now Team ins WON this is Given. Probability in more win are at home ground P(H/W)=? P(H/W)=P(W/H)*P(H) ------------------ P(W/H)*P(H)+P(W/H)’*P(H)’ P(W/H)è probability of winning in home series P(H) è probability of games played in Home series P(W/H)’è probability of winning in outside P(H)’ è probability of games played outside Substitute the values 0.75*0.6 --------------------------- (0.75*0.6)+(0.45*0.4) = 0.45 0.45 -------------------- = ------------ 0.45+0.18 0.63 = 71.4% probability if our team is won then played in home ground
-
Push Vs Pull System Push :We are pushing our products to consumers Pull :Consumers coming to us and demanding products Push System : In Push system Promotional strategy makes use of Sales team and promote activities to create consumer demand for products. Producer promote product to wholesaler, Wholesaler promotes to Retailer and then to end user from retailer EX : Mobile Phone manufactures promote their products through retailers with different schemes to end users, Here we are trying to convince customer this is something they need Pull System It Pull consumers towards products It comes in form of In bound marketing, creating valuable contents that attracts the customers. Companies who applied pull marketing are successful at identifying customers need
 MEANING AND APPLICATIONS OF DFA INDEX FOR COMPONENT. Design for assembly is process by which products are designed with ease of assembly in mind. If a product contains fewer parts it will take less time to assemble, there by reducing assembly costs. In addition if parts are provided with feature it makes it easier to grasp, move and assemble. Design for assembly index indicates how easy it to assemble component. DFA can be expressed as DFA=100Nm* (Tm/Ta) DFA ----> Design for assembly index Nm ----> Theoretical minimum number of parts Tm -----> Minimum assembly time per part Ta -----> Estimated total assembly time Example : A component requires 400 seconds in total to assemble. There are 12 parts and minimum assembly time per part is 6 sec. DFA=100Nm*(Tm/Ta) DFA=100*12*(6/400) DFA= 18 In general DFA is a tool to assist design teams in design of products that will transition to production at minimum cost focusing on number of parts. APPLICATION OF DFA * Minimizes part count * Design parts with self fastening features * Minimize re-orientation of parts * Allows standardization of parts * Follows Top down count * Minimize the costSpaghetti Diagram Sphagetti diagram is visual representation of basic flow of people/product OR A visual creation of actual flow. It is also known as workflow analysis diagram Steps to draw spahgetti * It begins with layout of space where the flow takes place * Then Record process on side and start begining of scope. * Need to check how frequently each place is visited at workplace/production area * Record amount of time within each activity * Need to understand distance ,time,Start stop ,execution area, * Then record actual flow lines using pencil and paper to draw on space layout. * When all flow lines are recorded they tend todraw spaghetti. USES OF SPAGHETTI * It shows layout of work place * It helps to minimize the time of travel * It identifies inefficiency or unwanted waste in process * Avoid time consuming and nonproductiveactivities. * Use to track product/people flow. * Helps to make proper use of workplace by organising flow as per processDPMO Part of six sigma is to calculate number of defects that process deliver. These defects may calculated by DPU - Defects per Unit DPO - Defects per opportunity PPM - Parts per million opportunities DPMO - Defects per million opportunities DPMO is ratio of number of defects in sample to total number of defects opportunities multiplied by 1 million Calculation of DPMO 1. First we should determine size of sample which should be small enough to manage and large enough to understand the problem 2. Determine number of defect or potential defects or errors 3.Determine total number of defect opportunities for sample size 4. Divide total defects by total opportunities which gives and then multiply by 1 million to get DPMO Ex: If 2 defects found in sample of 100 units where for each unit 5 areas are inspected (NUMBER OF DEFECTS /NUMBER OF OPPORTUNITY FOR DEFECTS IN SAMPLE )* 1000000 2 DPMO= -------------- * 1000000 5*100 DPMO depends on opportunities in each unit. More number of opportunities may increase defects sometimes. If opportunities reduced to decrease the DPMO then there is failure in error free products or outputs. If we fail to identify proper opportunity in unit may result into errors.which may effects to standards Apart from production industry if I will take call centre example . Suppose there are 20+ non fatal parameters. If advisor's conversation goes well with customer and customer also satisfied by the answers and also customer got his query resolved. In call Advisor may have done mistakes like not using verbiage properly or not using name of customers as many times as quality parameters set. Here Defects may more in number though it is not effected to customer Such impact will be case by case and also scenario based (can not consider for all scenarios )Secondary matric points to what not desires coming into. If primary metrics mesuares what must be fixed, Then secondary metrics Mesuares what must not be broken. Secondary metrics give more holistic view on operation to the management. It makes sure problems are not moving around.Primary metrics conveys informations about output Y Secondary metrics may provide other output. For example if number of mobiles manufactured in hour is primary matrics , employee work towards to achieve more number which may cause defective pieces. In this case less number of defects is secondary metrics. In few projects multiple secondary metrics may choosen to maintain accuracy and to avoid error or defects. But sometimes it may difficult to drive more number of secondary metrics. Secondary matrics are avoided if in few projects where primary matrics is helpful as an indicator of key output. But it is always hygiene to have secondary metrics. Because it ensures not to shift the problem.Kano model helps to understand the level of customer satisfaction. Most of the times analysis done after taking Voice of customers VOC. Three requirements of customer to be understand are 1. Expected requirements of customers (Basic must have) 2. Expressed requirements of customers (comforts, avoided characters ) 3. Exiting requirements of customers (Unexpected by customer , Value added services) Kano model helps organization to understand customer better and design product and give service as per different segment of customers. It avoids unwanted options or improve options to make project/ service as better brand. It helps to know current trend and current expectations of customers which may not be same as it was few years back Kano model helps us to decide improvisation of product or service by making few changes and also forecast of future. I'm trying to give different example That is of call centre services. Here soft skills are expected requirements to communicate with customer.which helps organization to maintain its standards How well customer's query is answered by understanding concerns of customers is expressed requirements. customer feels more confident about service Irrespective of type of industry KANO MODEL helps to know the customer and present and future trends Accordingly proper plans and projects can be chosen.Advatages of combining lean and six sigma As said Lean focuses on efficiency which is removing 'unwanted ',which helps to improve the productivity . Six sigma takes it forward to sustain the efficiency. Combination of both gives more opportunities to work on like Services levels, Attrition' Customers satisfaction Conversation of Sales. Disadvantages There are no major disadvantages in combination of both
MEANING AND APPLICATIONS OF DFA INDEX FOR COMPONENT. Design for assembly is process by which products are designed with ease of assembly in mind. If a product contains fewer parts it will take less time to assemble, there by reducing assembly costs. In addition if parts are provided with feature it makes it easier to grasp, move and assemble. Design for assembly index indicates how easy it to assemble component. DFA can be expressed as DFA=100Nm* (Tm/Ta) DFA ----> Design for assembly index Nm ----> Theoretical minimum number of parts Tm -----> Minimum assembly time per part Ta -----> Estimated total assembly time Example : A component requires 400 seconds in total to assemble. There are 12 parts and minimum assembly time per part is 6 sec. DFA=100Nm*(Tm/Ta) DFA=100*12*(6/400) DFA= 18 In general DFA is a tool to assist design teams in design of products that will transition to production at minimum cost focusing on number of parts. APPLICATION OF DFA * Minimizes part count * Design parts with self fastening features * Minimize re-orientation of parts * Allows standardization of parts * Follows Top down count * Minimize the costSpaghetti Diagram Sphagetti diagram is visual representation of basic flow of people/product OR A visual creation of actual flow. It is also known as workflow analysis diagram Steps to draw spahgetti * It begins with layout of space where the flow takes place * Then Record process on side and start begining of scope. * Need to check how frequently each place is visited at workplace/production area * Record amount of time within each activity * Need to understand distance ,time,Start stop ,execution area, * Then record actual flow lines using pencil and paper to draw on space layout. * When all flow lines are recorded they tend todraw spaghetti. USES OF SPAGHETTI * It shows layout of work place * It helps to minimize the time of travel * It identifies inefficiency or unwanted waste in process * Avoid time consuming and nonproductiveactivities. * Use to track product/people flow. * Helps to make proper use of workplace by organising flow as per processDPMO Part of six sigma is to calculate number of defects that process deliver. These defects may calculated by DPU - Defects per Unit DPO - Defects per opportunity PPM - Parts per million opportunities DPMO - Defects per million opportunities DPMO is ratio of number of defects in sample to total number of defects opportunities multiplied by 1 million Calculation of DPMO 1. First we should determine size of sample which should be small enough to manage and large enough to understand the problem 2. Determine number of defect or potential defects or errors 3.Determine total number of defect opportunities for sample size 4. Divide total defects by total opportunities which gives and then multiply by 1 million to get DPMO Ex: If 2 defects found in sample of 100 units where for each unit 5 areas are inspected (NUMBER OF DEFECTS /NUMBER OF OPPORTUNITY FOR DEFECTS IN SAMPLE )* 1000000 2 DPMO= -------------- * 1000000 5*100 DPMO depends on opportunities in each unit. More number of opportunities may increase defects sometimes. If opportunities reduced to decrease the DPMO then there is failure in error free products or outputs. If we fail to identify proper opportunity in unit may result into errors.which may effects to standards Apart from production industry if I will take call centre example . Suppose there are 20+ non fatal parameters. If advisor's conversation goes well with customer and customer also satisfied by the answers and also customer got his query resolved. In call Advisor may have done mistakes like not using verbiage properly or not using name of customers as many times as quality parameters set. Here Defects may more in number though it is not effected to customer Such impact will be case by case and also scenario based (can not consider for all scenarios )Secondary matric points to what not desires coming into. If primary metrics mesuares what must be fixed, Then secondary metrics Mesuares what must not be broken. Secondary metrics give more holistic view on operation to the management. It makes sure problems are not moving around.Primary metrics conveys informations about output Y Secondary metrics may provide other output. For example if number of mobiles manufactured in hour is primary matrics , employee work towards to achieve more number which may cause defective pieces. In this case less number of defects is secondary metrics. In few projects multiple secondary metrics may choosen to maintain accuracy and to avoid error or defects. But sometimes it may difficult to drive more number of secondary metrics. Secondary matrics are avoided if in few projects where primary matrics is helpful as an indicator of key output. But it is always hygiene to have secondary metrics. Because it ensures not to shift the problem.Kano model helps to understand the level of customer satisfaction. Most of the times analysis done after taking Voice of customers VOC. Three requirements of customer to be understand are 1. Expected requirements of customers (Basic must have) 2. Expressed requirements of customers (comforts, avoided characters ) 3. Exiting requirements of customers (Unexpected by customer , Value added services) Kano model helps organization to understand customer better and design product and give service as per different segment of customers. It avoids unwanted options or improve options to make project/ service as better brand. It helps to know current trend and current expectations of customers which may not be same as it was few years back Kano model helps us to decide improvisation of product or service by making few changes and also forecast of future. I'm trying to give different example That is of call centre services. Here soft skills are expected requirements to communicate with customer.which helps organization to maintain its standards How well customer's query is answered by understanding concerns of customers is expressed requirements. customer feels more confident about service Irrespective of type of industry KANO MODEL helps to know the customer and present and future trends Accordingly proper plans and projects can be chosen.Advatages of combining lean and six sigma As said Lean focuses on efficiency which is removing 'unwanted ',which helps to improve the productivity . Six sigma takes it forward to sustain the efficiency. Combination of both gives more opportunities to work on like Services levels, Attrition' Customers satisfaction Conversation of Sales. Disadvantages There are no major disadvantages in combination of both