

Venugopal R
Members
-
Joined
-
Last visited
Everything posted by Venugopal R
-
PPM (Parts per Million) is a measure for defectives, which gives an indication of the number of parts having (one or more) defects in a given population. This measure does not provide insight into the quantum of defects, since there could be parts that have more than one defect. PPM is a popular measure when dealing with proportion defectives, where large number of pieces are involved. Even one defect in a piece usually render them unusable of may have to subject it to rework. Eg. Auto components being supplied to a large automobile manufacturer. It also applies when we referring to a single quality characteristic of interest, say the weight of a bottle of packaged drinking water; Proportion of batches delivered on time. DPMO (Defects Per Million Opportunities) is a measure for defects. When we deal with a part, it may be easier to express the defects per part or defects per x number of parts. Imagine, we are dealing with a process and need to express the number of defects during a certain period of time. We could say the number of defects from the process in a given period of time. However, if we need to compare the defects rate of process A and process B, it will be meaningful only if the opportunities for defects for these process are comparable. This may not be the case always, and hence the approach adopted is to pre-identify the number of defect opportunities in a given process, and use the ratio "Defects over the number of opportunities". For ease of dealing the the numbers, it is multiplied by a million and hence know as DPMO. The opportunities represent potential failure modes. For eg. DPMO can be used to express the Quality levels for a check processing activity, Knowledge transfer process, or to compare different production processes.
-
If we have a VOC score that is well correlated with the Internal score, then we do not really need to spend so much to maintain an internal score. We might as well depend on the VOC scores directly. However, this may not be the case always. There are many situations when certain customers may choose not to report Quality issues promptly, but they might silently switch over to another supplier or service provider if they are not satisfied. Due to lack of adequate customer inputs, the VOC scores may not correlate with the internal score, assuming the internal measurements and metrics are maintained correctly. This lack of correlation should not lead to a false sense of security that we are overdoing internally, when there isn't as much issues from customer. Such situations could be challenging for Quality professionals, when there may be a tendency for management to view much of the Quality checks and assessments as NVAs. That's why I emphasize that just with a positive correlation, one cannot sit back with the belief that all is well; at the same time the lack of correlation should not lead to a complacency, especially when the VOC inputs are lower.
-
There is no doubt that the internal Quality score has to reflect the Quality as per the customers requirements. However, there are practical scenarios, where the internal score may fail to show a positive correlation with the VOC scores. Let me cover one such situation. The method of measuring the internal Quality score is in our control, whereas the VOC score is not. Where we have a very commonly agreed measurement procedure and a structured measurement is performed by the customer and reported, it is fair to expect a higher degree of positive correlation. This is more likely to be possible in a OEM kind of client where there is a clear contract and service level agreements. However, it may not be the case in a consumer durable kind of industry, where the VOC is never structured to establish a positive correlation., though it is desirable. Hence the question is "should it be a matter of concern, if we are not able to establish a positive correlation every time with whatever VOC we obtain?" Or are there other ways of interpreting the internal scores, for the benefit of customer?
-
YES! After carefully reading the situation, the question is interpreted as whether the internal Quality scores need to have a 'positive' co-relation with the VOC scores to be considered as serving the purpose. There are situations where such a co-relation need not be a necessary condition.
-
The given situation is that of a reliability failure, where time is a factor. Obviously it is the infant mortality rate that is causing pain to the client. If the option of accelerated testing is ruled out due to cost considerations, the following approach may be adopted for quick identification of the highly probable causes. Assuming that sufficient failure data is available, plot the failure rate vs time graph. This will usually tend to take the shape of an exponential distribution, with high concentration of failures in the early periods. From this plot, determine a time period beyond which the failure rate tapers down to a safe levels. Pick up reasonable number of samples of failed components from the “early failure period” and seek for equal number of samples of components that are successfully performing even after the ‘safe cut-off’ period. (This will need a client co-operation as well as willingness by the supplier to replace those good components, to support this exercise) Now we have a set of “survived components” and a set of “failed components”. Depending upon the type of component, list out a set of quality characteristics that may be compared between the “survived components” and “failed components”. The sets of observations for each characteristic from the “survived” components need to be compared against the corresponding set from the “failed” components. To decide on significance of the differences for each characteristics, appropriate hypothesis tests may be applied where relevant. As a result of this exercise, the supplier would be able to re-define certain specification tolerances and manufacture components that are certainly bound to be more reliable. The other alternative / supplementing approach could be to collaborate with the client for sharing investment on accelerated testing. If setting up such facilities are not feasible, the services of external laboratories may be sought. Ultimately, the success is going to be win-win for both parties!
-
I believe that the excellence ambassadors will be familiar with the fundamental definitions and calculations for Cpk, Ppk and Sigma. So, I am not elaborating on it and straight away getting into the comparative discussion. Process capability index Cp is calculated using the variations within a rational sub-group and hence indicates the process potential, but does not include the likely real time variations between groups, which could influence in the long term. Cp is a very good measure to be used for assessing the inherent process potential. It will be useful to assess the impact of any change / improvement on the process capability for a given process. Process performance index Pp considers the actual overall variation for its calculation and hence gives a more realistic prediction of the process performance. Although the Cp may appear good (say >1.67), it is important that Pp is also calculated to assess the process performance over time when subjected to day to day variations of real life production. Pp will serve as a measure for Production part approval criteria. When the above measures are done in consideration with the center shift of the mean, assuming we have an upper and lower specification limits, the respective measures Cpk and Ppk are used. Unless the study is used for a very short run, it is always recommended to use Cpk or Ppk as the case may be. When the process variation is statistical control, Cp and Pp tend to become equal. Cpk and Ppk are measures that are meaningful only when we have an upper and lower specification limits, and ideal while we deal with variable data. When we need to express the process performance index comparable across different processes that would also include attribute data, the sigma level as a measure of process performance becomes useful. Since we there is an established relationship between the defect levels (DPMO), and the associated sigma levels, it becomes a versatile measure to express and compare process performances. However, it is recommended to maintain the Cpk and Ppk values for the benefits discussed, and maintain the corresponding sigma conversion for having company-wide uniformity.
-
The long term performance or also known as “Long Term Capability” for a process, itself implies that it has to be taken for a reasonable period of time. At any given point of time, if we measure the process capability for a process, it will always be the “Short Term capability”. The short term denotes to process potential, when operated under a set of variations that are always expected to be inherent in the process at any point of time. Statistically these are variations that may be typically depicted by the spread of an associated normal distribution on both sides of the mean value. It is particularly useful to quickly understand the effectiveness of a change that is expected to reduce the variation, i.e. improve the process capability. If the short term capability itself does not meet the expected requirements, there wouldn’t be a need to run a long term capability. Knowing that during the long term a process will get subjected to additional variations the could impact in the shifting of the mean value, it is important that the short term capability has to be adequately good enough to enable the process to accommodate additional variations in the long term, so that the long term capability will still meet the expected requirements. Considering the practical challenges in terms of the time and effort in obtaining the long term process capability, it has been agreed that during long term, one may expect a shift of the mean value by 1.5σ on either side of the mean will be an acceptable indication of the long term capability. Thus in order to attain a long term process capability of 4.5σ, we need to ensure a short term capability of 6σ.
-
For statistical Control charts, the control limits are formed by its own historical data. To answer the above question, let’s quickly recap the process of forming the control limits. Typically the inputs based on past 30 or more data points are taken and the control limits are worked out using the formula depending upon the nature of the data and the appropriate control chart applied. I am skipping the elaboration of the control chart construction in this discussion. (i) Once the control limits are derived as above, this becomes a baseline situation, against which the readings are plotted subsequently. Since we keep the limits fixed based on the baseline inputs, if the variation increases, the points will start falling outside the control limits, or would start representing the runs that indicate that the process is no longer in control with respect to the baseline limits. (ii) Another scenario is if we do not fix the baseline limits, but the UCL and LCL keep revising themselves as when the data points are added into the control chart. In this case, if the variation increases, the control limits will keep widening and might give an illusion that the process continues to be in control. As a matter of fact, the process can still be termed as “within statistical control” even with an increased variation, so long as the points are contained within those widened limits. (iii) Hence, to keep track of the changes in variation levels and at the same time to watch whether the process is within statistical control, “stages” can be defined for periods of the control chart run, and the control limits for each stage can be worked out. This will help us to graphically see any changes on the variations (distance between the control limits) and the extent of statistical control within each stage. Such an option is available in Minitab.
-
Below table gives the ranking for the five metrics (NPS, C-SAT, Churn, CAC, CES) as per order of importance for Performance of e-commerce website for electronic goods (only for the website) Customer satisfaction Metrics choice Rank CES – Customer Effort Score 1 NPS – Net Promoter Score 2 C-SAT – Customer Satisfaction Index 3 Churn – Customer Loss Assessment 4 CAC - Customer Acquisition Cost 5 1. CES – Customer Effort Score When someone wants to navigate through an e-commerce website, all by themselves, the ease and user-friendliness of the website is most important. The main reason one is trying to purchase a product through the website is to save time, which otherwise should have been spend in hunting and negotiating for the right product by visiting numerous shops. The speed, clarity and details one could obtain with relative ease, during the interface makes the CES the most important score. 2. NPS – Net Promoter Score As a matter of fact, a higher CES score will motivate a customer to increase the loyalty and referral with regard to the site usage to other potential customers. This score not only supports repeat visits by already existing customers, but also attracting new customers. Hence NPS finds a second ranking. 3. C-SAT - Customer satisfaction Index This reflects the satisfaction of customers who have already used the site and will give an assessment of their repeated use, but unlike the NPS, we may not get the assessment about added referrals. Thus this is placed only next to NPS 4. Churn – Customer Loss Assessment While this will assess whether the ratio of no. of new customers to the no. of customers lost, we may not be able to assess the dissatisfaction drivers of the lost customers. Relying only of this metric could prove risky, since for want of the real drivers that influence this ratio, it could change drastically any time. It could be good idea if this metric is used along with any of the higher ranked metrics. Thus this attains the 4th rank. 5. CAC – Customer Acquisition Cost While this metric would influenced by the Customer satisfaction, there would be other factors that influence the Customer Acquisition cost. Hence may not be a good metric to assess the customer satisfaction on usage of the product, (website).
-
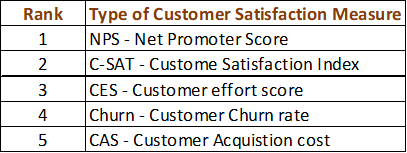
The below table gives the ranking for the 5 metrics as per the order of importance and relevance for assessing the “Performance of a call center for credit card support services” Rank Customer Satisfaction Measure 1 CES – Customer Effort Score 2 C-SAT – Customer Satisfaction Index 3 Churn – Customer Loss Assessment 4. NPS – Net Promoter Score 5 CAC – Customer Acquisition Cost 1. The top ranking has been given for CES, since it gives a metric to assess the customer experience for resolving an issue. The CES is best applied, when used after every customer interface instance for resolving an issue. 2. The C-SAT metric is not as specific as the CES for the given question; however, it is useful to get the customer satisfaction index with respect to a product / service. 3. Churn or customer loss assessment could possibly be a measure, provided we are able to segregate the customer loss happening due to the call center experience from the other reasons. 4. NPS would be score to evaluate the overall experience of holding the credit card, and not just limited to the call center support. NPS is important to assess the potential to attract new customer due to referrals by existing ones, whereas in the given situation pertains to already existing customers only. 5. CAC – This more applies to determine how many leads get converted as actual customers i.e. the amount of cost that is being invested to acquire a customer. This metrics is least applicable for the given example.
-
For an App Based Cab service provider, the following would be the ranking of the Customer Satisfaction measurement metric in the order of importance and relevance: 1. For the Cab service provider it is equally important to have repeat customers as well as new customers. NPS being a loyalty based referral, will be an important metric to retain customers as well as to attract new customers. 2. CES is important here since most operations a well as customer complaints would be handled using the app interface. The amount of effort that a customer has to put in for getting his / her message across and evoking the appropriate response becomes a critical factor and CES provides that measure. 3. C-SAT being a versatile metric would have found the second place. However, it is debatable, and since the service is App based, CES finds itself the second place.. 4. The churn rate would have better applied in a situation where many customers keep subscribed. Hence it is not considered as a highly relevant metric in this case 5. Customer Acquisition cost may be taken as a measure that is important from a longer term perspective, and once there already are many customers engaged, the above metrics have relatively higher importance.
-
The first example that comes to my mind is process of developing a control chart. The output of the process, which is the measure of variation becomes the input for determining the control limits. Machine learning is a process used to train a computer driven automation application continuously, where the outputs are used as inputs to build and improve the algorithms used for the automation. A reinvestment deposit employs a process where the output in the form of periodic interest, is fed back as inputs into the deposit scheme for a accumulated benefit. There are instances where a partial output is recycled as input to the same process. Eg: the extra material that gets generated in a plastic molding process like the runners, risers, flashes, are recycled in controlled quantities. (however, we may not call it as key input). Certain machining processes require multiple passes, when the same job which passes out as output of a process, will have to be re-fed into the same process for the subsequent processing.
-
The most common example that come to my mind is the "Homogenization' process that is adopted as part of the exercise for setting the control limits for a control chart. Non-normality could be one reason for many points to fall outside the limits and then we try to remove those points and recalculate the limits. However, if this process ends up removing number of points beyond the threshold, we have to discard this data as unacceptable and collect fresh data. As per CLT, even the means of the samples taken from a non-normal distribution should pass the normality test. If such samples are found to be failing in the normality test, the data is unreliable. Depending on the nature of Certain data types, they are expected to follow certain non-normal distributions; e.g. Exponential distribution for failure data. If we do not see such distributions for data from such known events, we may need to treat them as unacceptable.
-
Written communication Earlier…. writing, folding, enclosing in envelope, affixing stamp, posting, POsort, dispatch, retrival, delivery, Opening envelope, unfolding. Now…. Write email, send, receive, read. Cash withdrawal Earlier in bank….. write cheque, submit, get token, cheque approval, ledger updating, wait in queue, receive money from counter Now in ATM…. Insert card, select withdrawl, enter pin, collect money Train ticket Earlier… Wait in counter, pay cash, get ticket, move to platform, board train. Now…. Swipe metro card, board train
-
YES Arunesh, By reading your interesting response, I have a feeling that we are treading on similar thoughts, but with varied expressions. In your examples,, you have mentioned that the candidate A "with some mentoring" will become a better option. We are discussing the main criterion for the hiring, where the job profile should mention the expectations from the candidate. Organizations have the option of making the requirement as "Must have" or "Desirable", depending upon their situation, time and resources available for mentoring the candidate. To give an example from my own experience, I had once come across a candidate who was a 'trained' BB, and was very promising with respect to the subject knowledge and other aptitudes, but did not possess the experience of having formally run a six sigma project. As you pointed out, this candidate did stand out compared to some others who were 'certified' BBs with proof of project completion. Since we felt that this candidate had the potential to lead and complete a project , we deliberated and took a decision to hire him provisionally with a condition that he has to demonstrate his project leadership capability within a few months time only after which we will give him a confirmed order. The candidate too was very confident and took up this offer and soon proved himself. These are exceptional situations and could not justify to alter the original hiring criteria. Thus we need to have the criterion very clear and firm, and that doesn't prevent us from taking exceptional decisions with appropriate deliberations and calculated risk. I am concluding my debate with these words, but willing to discuss individually with anyone on more experiences on both sides. Best wishes!!
-
When you say LSSBB professional, doesn’t it imply that he / she comes with the relevant experience?
-
My understanding is that even GB should have completed a project. Again, it may not be right to say that the org did not provide opportunity.... every org will welcome an improvement effort. If a trained BB does it, he / she has to do it by applying the tools and the DMAIC phases... that's it.. Not sure why we want to go in circles and question these methodologies that have been evolved through years of wisdom and experience.
-
And if the organization did not offer the opportunity, then it simply amounts that you do not get that experience. Any such project done using dummy data will not give the requisite experience and that can be well evaluated by the hiring org. But the hiring org is looking for that experience... then they better hire someone who has it.
-
Got your point, Kavitha. Then, are we trying to redefine the criterion for a BlackBelt? Then, it become as different debate.
-
YES I can see that the points made by Arunesh are very good and carries the relevant spirit and principle for this hiring purpose. Even if we say that the formal completion of a project is essential, it is important to assess a candidate on his capabilities. An experienced interviewer can quite effectively assess the candidate's capability by engaging in right discussion, whether the claim that he / she has completed the project has given him / her the right experience, though we may not fully understand the circumstances in his / her organization. We are discussing about hiring a managerial position as a BlackBelt, for Lean Six Sigma improvement. By definition, one can become a BlackBelt only if they have demonstrated capability of completing a project as required by the guidelines. Then, how does the question arise whether the completion of project is essential or not? Unless, we are trying to redefine the accepted definitions for SixSigma Blackbelt.
-
YES As a Lean Six Sigma improvement program manager, the person will have to deal with strategic, tactical and cultural aspects of a change management. The tactical portion involves knowledge and experience in applying specific tools. The cultural component involves dealing with people behavior, within team and across stakeholders. One of the most popular challenges to face during and improvement implementation is to overcome resistance to change and to obtain stakeholder buy-in. Each leader has his / her own ways of dealing with such situations. However, unless the person has actually undergone these situations as part of leading an improvement program, he / she would not have developed those capabilities. This is one of the main objectives of ensuring that the person has experience of leading a project using a structured methodology, and that's what DMAIC / DMADV represent. So long as we are able to recognize that the person possesses such experience, whether we call it DMAIC or by any other terminology, it may be acceptable. These terminologies are just popular ones that convey a form of PDCA cycle, but we need not get tied down by just these phrases.
-
YES When the role is a managerial one, it is highly recommended to ensure that the person has hands-on experience in carrying out a project. Maybe it could be relaxed at a junior level, where the company would have the scope of getting him / her mentored. In fact, any good Blackbelt certification program will have the criteria to lead and complete a project using the structured approach. Some of the ambassadors had mentioned that the person could have come from a "Lean" background. This is also acceptable, so long as a project has been completed applying the appropriate tools. DMAIC / DMADV applies there as well.
-
Companies restrict project presentations due to confidentiality requirements. By discussing with the institute and company assuring that certain guidelines will be followed to prevent revealing sensitive information, the candidate is likely to obtain permission in most situations. Despite these efforts, if it is not possible, then the candidate may seek opportunities outside his company. One suggestion is, in case the person happens to reside in a residential complex, could work with concerned association to resolve issue(s) within that community. Could be resolution of a chronic issue, cost saving or improved service to residents, by way of a project using DMAIC.
-
Effectiveness is an indicator as to how the process is successful in delivering the output as per requirements. Efficiency is an indicator as to the extent of output delivered with least resource consumption. i.e. higher input to output ratio. Ideally it is not relevant to consider the efficiency of a process that is not effective. If a process is very efficient for what ever output it delivers, but not effective, it simply means that the process is ' efficiently' delivering a wrong output. However, we may conditionally apply this thought process; for e.g. a process could have a very high process capability, with very low variation, but due to a mean shift it is not delivering the required output, and hence not effective. For eg. in my recent experience in a fuel station, they had an equipment that is capable of checking and correcting the air pressure of all my four wheels, as against walking around and checking each wheel one by one. I felt that this is an efficient process, and saves time and effort. However, after the process I did not have comfortable drive. Upon checking the individual pressure of each wheel, I found the variation is high. Thus, though the process was attempted to be made more efficient, the effectiveness has been compromised. It is quite possible to have a process that is effective, but need not be efficient. Imagine a continuously running escalator, as against an elevator that can carry only 4 persons. The escalator represents a more effective process since it is always available to go up. However, since it is continuously running irrespective of any passenger, it may not be an efficient process.
-
First of all, it is difficult to generalize that LSS certi'fied professionals are commonly targeted during a 'cost cutting' exercise. In the very first place, if an organization is creating positions for LSS professionals, it has be based on the belief that these professionals can bring cost savings to the organization through efficiency improvements. There could be occasions where an organization could overdo and create too many such positions and then all these LSS professionals may not find it easy to drive projects. It has to be well remembered that the real source of the drive in any LSS initiative has to come from the leadership. Only so long as they provide the intent of the initiative across the organization, could the LSS professions be successful in getting the projects identified and executed. Another possibility is that these LSS professionals, when they operate offline, they will have to collaborate with the online members, be it Operations, Quality, Technology or any other function, who hold the direct responsibility of running the improvements in their respective areas. The leadership may sometimes tend to think 'Why not the LSS professionals themselves take up one of those online positions' and drive the initiative with direct responsibility than trying to get it through others? This could lead to reduction or elimination of such exclusive positions Other reasons could be that the project(s) that were taken up became irrelevant due to some changes in the business priorities. Lastly, there could be a genuine problem due to lack of knowledge, expertise or aptitude in the LSS professionals due to which they could not get across the teams and provide the necessary traction to get the projects done.
