

TUSHAR MARADWAR
Members
-
Joined
-
Last visited
-
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Visual factory , this initiative was first introduced in a book “Visual System “ written by Gwendolyn Galsworth in 1997. It is basically appropriate display of charts , signs , labels and other visual tools which reduce overall complexity of instructions and it can be easily understood by the individual in the plant without reading manuals. Visual factory is one of conveyance mode to facilitate efficient and accurate information to user. In Lean manufacturing ,time and resources spent on conveying data and information are considered as of waste.Visual factory should be used in information which required time and resources on conveying data. Following type of information should be communicated using visual factory Process metrics- it deliver information about current stage of the process e.g. Temperature, pressure Warnings- it wars staff about safety threats in the area. e.g. danger sign on electric panel, Hazardous chemicals. Instructions-It helps staff to remind how to complete a job and which sequence to follow.e.g. Do’s & Don'ts with picture on Machine. General information- Dashboards are common display mechanism which comes under this category. E.g Project update, work site maps. Following are some of the common tools used in a visual factory Kanban Huddle boards Andon Process control charts Gemba walks Floor line marking and signage Source link refereed https://www.visualmitra.com/why-visual-management-is-recognized-as-an-effective-tool-for-performance-improvement/ https://www.visualmitra.com/what-is-the-concept-of-a-visual-factory/ https://en.wikipedia.org/wiki/Visual_control
-
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!SMART abbreviation was first written in 1981 by George Doran, it stands for S- Specific, M-Measurable, A – Achievable, R- Realistic, T – Timely, which guides for goal setting and increase the chances of fulfill project objectives. Setting SMART goals helps to clarify ideas, focus efforts with time and effective resource utilization which resulted in increase our chances of achieving Project goals. In SMART , A stands for Achievable, though at initial phase, causes and solutions are unknown in project but in this phase we should do broad level preliminary study by following points, Is it in principle possible or not? The necessary resources (Time, Budget, Talent) are available or there is a realistic chances of getting it. What have been done and achieved so far, it will help to understand what jump we want to take or step back. Asses limitation with respect to Business point of view. These points will help to define achievable goals, rather then simply define virtually impossible goals. Once we define Achievable goals then later on stage we can do deep dive to identify right root cause and solutions for it by different tools and technique which is quite different than broad level preliminary study.
-
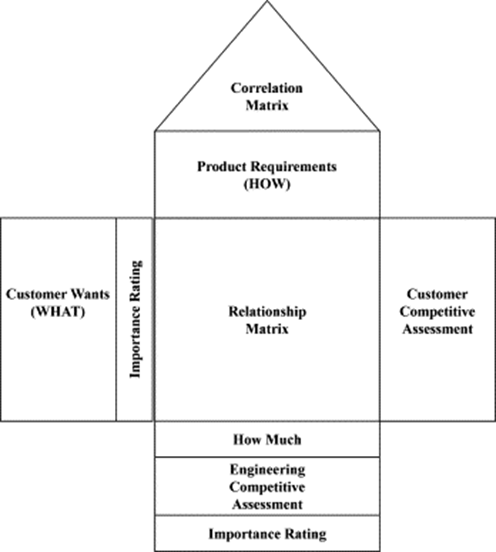
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!What is QFD?? QFD was first coined by Yoji Akao in the late 1960s ,when he was working for Mitsubishi’s shipyard in Japan. The basic idea behind this method is to take into serious consideration the Voice of customers, so that it can be translated to engineering characteristics of the product and service and after that plans to produce the products that fulfil customer requirements. QFD is used to translate voice of customer into measureable design targets and drive it from start to end of product (e.g. final assembly level to the sub-assembly, component and production process levels) Following fig 1 self explains broad level Block Diagram of QFD, where Customer wants is at left hand side , Product requirement and correlation matrix at Top and Relationship matrix at mid of the area. The main goal of QFD is to maximise the satisfaction of customer by making the required trade offs of several design features of a product or service. What are some of the ways in which QFD has been utilized? QFD is not only for New product development , it can be apply in a wide variety of areas e.g. •Product design, •Manufacturing, •Alternative Transportation System •R&D, •Engineering , •IT (Information Technology) •Regulatory, •Service industry •Business planning •Packaging and Logistics •Sales and Service •Education improvement •Hotel industry •Quality improvement •Quality Management •Military •Consumer Products By below example we can understand how QFD has been utilize in Alternate Transportation system to understand customer wants and successfully fulfilled it. Refer to figure here voice of customer was to implement Alternate Transportation system or Paratransit System to rural areas so they will get pick up from desired location and drop at required place. As this was new system many issues had to be solved, and it would need a new Organisation, Vehicles, Drivers, Offices, a Dispatcher, Electronic Devices, Powerful Computer Systems and Sophisticated Software for the calculations of the optimal routes, good marketing and communication.The above customer “Wants” correlated in the relationship matrix with the Engineering Characteristics “Hows”,which put on the centre top. According to the relative weight of the “Wants”, as shown also in the graph Fig 1 in Appendix 1, the most important ones are to have the solution at the desired point departure and arrival to be collected on time and the system to have an attractive price . According to the Rank of the Engineering characteristics the most serious characteristic is the Application Cost which includes mainly the fixed assets cost and variable costs.

-
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!These are three Japanese words , which were used in Japanese martial arts long before Toyota, then Toyota applied it in its production system to eliminate all three enemies of Lean , its English meaning is , Muda is Waste, Muri is overburden/stress Mura is unevenness/inconsistency. Concept of Lean Philosophy is equally applicable in Health care as it is in manufacturing industry. In hospitals, different processes are being carried out like, operations, medical tests, Patient admissions, emergency department care, routine checkups , with following fig we can understand diffrence betwenn these three In healthcare sector , The Covid-19 pandemic has highlighted all three wastes, Muda is on of them, it is divided into the famous seven type of waste by following example we can understand it very well, Motion waste- In Health care,due to poor layout patient , Doctor, nurses need to walk more and more time will be wasted. layout is very important if any person is suspected for COVID 19 then then very first process is registration then sampling of blood and swab of throat if this facility is available inside hospital then patient need to walk all the way inside hospital to go to lab for sampling , which will result in unnecessary movement of patient, instead of this beside of registration sampling lab booth should be there so patient need not to move. If layout are designed as per process requirement then patients, test results , doctors, nurses and other stakeholders will have to walk less and we can avoid Motion wastes. Waiting Time- waiting time in hospital is main factor in customer dissatisfaction. In current situation we observed high waiting time for test sample , waiting time for routine check up , waiting time for emergency treatment , these happenes because on workloads are not level, it is example of Mura. As solution for this admistrative/Technical staff should be flexible and trained to handle all kind of general administrative work. Over processing- During this pandemic suddenly number of suspected people are walking to hospital for testing, at this time though hospital administration are asking patient to fill forms to get register multiple time which is actually not adding value for testing of patient. As a solution of this there should be one time registration with adhar card and person should able to do self registration process. Inventory- In current situation of COVID 19 has uncovered that Inventory level of required items such as mask, gloves and PPE kit, need to define with Minimum and Maximum level and it should get replenish as per consumption based only. Overburden/stress – During this pandemic it has observed that hospital staff is working more than 8 hours which cause overburden and stress on them and their productivity goes down. These overburden may be because of 7 wastes in hospital.

-
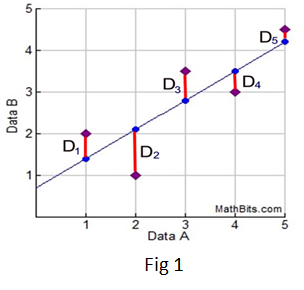
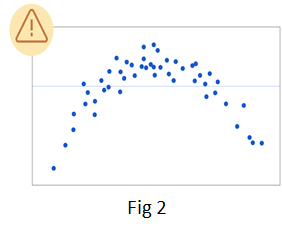
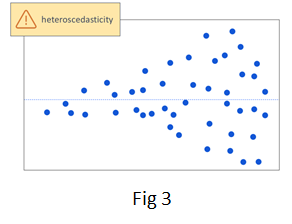
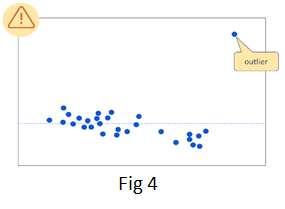
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!What is a residual in Regression? In Regression analysis we get a line of best fit which is know as “Regression equation line” the data points usually get scattered around this regression equation line. A residual is the vertical distance between a data point and the regression line. Refer to below fig. 1, the length of the red line segments (D1,D2,D3,D4,D5) are called RESIDULES. Mathematically also we can understand it with below formula Residual = (Observed y value on scatter plot - Predicted yvalue on Regression equation line) Refer to above formula and figure we can calculate Residual as per below D1 = (2 - 1.4) = 0.6 D2 = (1 - 2.1) = -1.1 D3 = (3.5 - 2.8) = 0.7 D4 = (3 - 3.5 )= -0.5 D5 = (4.5 - 4.2) = 0.3 If we add all values from D1 to D5 its summation is zero (0.6-1.1+0.7-0.5+0.3=0) , it means the sum of the residuals always equals zero. Similarly the mean of residuals is also equal to zero, as the mean = the sum of the residuals / the number of items. In Regression, each data point has one residual ,if they are above the regression line they are positive (e.g D1,D3 & D5 in above figure) and negative if they are below the regression line (e.g D2 & D4 in above figure) . If the regression line actually passes through the point, the residual at that point is zero. Why is it important to analyze the residuals before assessing the goodness of a Regression Model? By analyzing Residuals it help to determine the validity of model, and give information about model whether it is making any systematic error or not, By validating Residuals plots , we come to know whether model is biased or not, if model is biased than we cannot trust the results and If residual plots look good, than we can assess R-squared and other statistics. By validating Residuals we come to know about randomness and unpredictability of Regression model , if we do not have these two than we can say model is not valid. Analysis of Residuals can be done by evaluating Residuals plots, which helps to expose a biased model far more effectively than the numeric output by displaying problematic patterns in the residuals. A residual plot is used to find problems with regression. Following data sets are not good for regression Data that is non-linearly associated. Heteroscedastic data Data sets with outliers. For example refer to fig 2 if curvature is present in the residuals, then it is likely that there is curvature in the relationship between the response and the predictor that is not explained by model. A linear model does not adequately describe the relationship between the predictor and the response. In this example, the linear model systematically over-predicts some values i.e. the residuals are negative , and under predict others i.e. the residuals are positive. Heteroscedasticity-Refer to fig 3, heteroscedasticity happens If the residuals fan out as the predicted values increase, it means that the variability in the response is changing as the predicted value increases. Outliers- Outliers can have a big influence on the fit of the regression line. An unusual pattern can also be caused by an outlier. Refer to fig 4, we have one obvious outlier, which is tilting the regression line. As a result, the model will not predict well for many of the observations. What does it mean if Residuals are non normal or non random? The meaning of non normality of the Residuals is an indication of an inadequate model, which means that the errors the model makes are not consistent across variables and observations. Non-random patterns in residuals indicates that variables are missing something. The non-random pattern in the residuals indicates that the predictor variables of the model is not capturing some explanatory information that is leaking into the residuals. The graph could represent several ways in which the model is not explaining all that is possible. Source link Refered: https://www.jmp.com/en_us/statistics-knowledge-portal/what-is-regression/simple-linear-regression-assumptions.html https://statisticsbyjim.com/regression/check-residual-plots-regression-analysis/#:~:text=Non%2Drandom%20patterns%20in%20your,your%20independent%20variables%20can%20explain. https://www.statisticshowto.com/residual-plot/
-
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Brook’s law was developed by Fred Brooks in 1975 in his book “The Mythical Man-Month” . It is for Software project Management, according to this when a person is added to a project team, and the project is already late, the project time is longer rather than shorter. Explain whether and how Brook's law applies to delayed Lean Six Sigma projects. In Lean Six sigma projects, DMAIC is structured and systematic approach , where Project team get form in Define phase. each member in Team has unique roles and responsibilities following are key roles in any Lean six sigma projects- Champion, Master black Belt, Green belt, Team member, Process owner, Project sponsor. Team in lean six sigma project get selected based on their knowledge about the process which need to improve and understanding on the basic concepts of Lean Six Sigma, so this is prerequisite for Team members. Brook’s law also get applies for delayed Lean Six sigma project , here adding people will not be able to brought back project in control , because new Team members initially will be in “RAMP UP” phase , in this phase they will take some time to become productive and for it, they need to get aware about Business case of project , should have Knowledge about process which need to improve and know how on Lean Six Sigma. To do this existing Senior member will get engaged to train new Team members which result in slow the speed of project further more. Adding people in delayed Lean Six sigma project will not be able to add value from day one because they have to go from 4 phases of Team development (i.e. Forming, Storming, Norming and Performing ) with existing Team members, it will take some time so project delay further instead of making it faster. As per Brook’s law communication overhead increases as the number of people increases same get applies in delayed Lean Six Sigma project so we should not appoint more people in a Lean Six Sigma team because adding a large team will be ineffective since the responsibilities are diluted and it is more difficult to reach a consensus and at last it will increase number of communication channel. As in Lean Six Sigma project specialties required in terms of Tools/technique like knowledge on Process , Project charter, VSM, SIPOC, FMEA, Control charts etc so highly divisible tasks are less , so directly adding people will not speed up project, until unless new people get add with required capability.
-
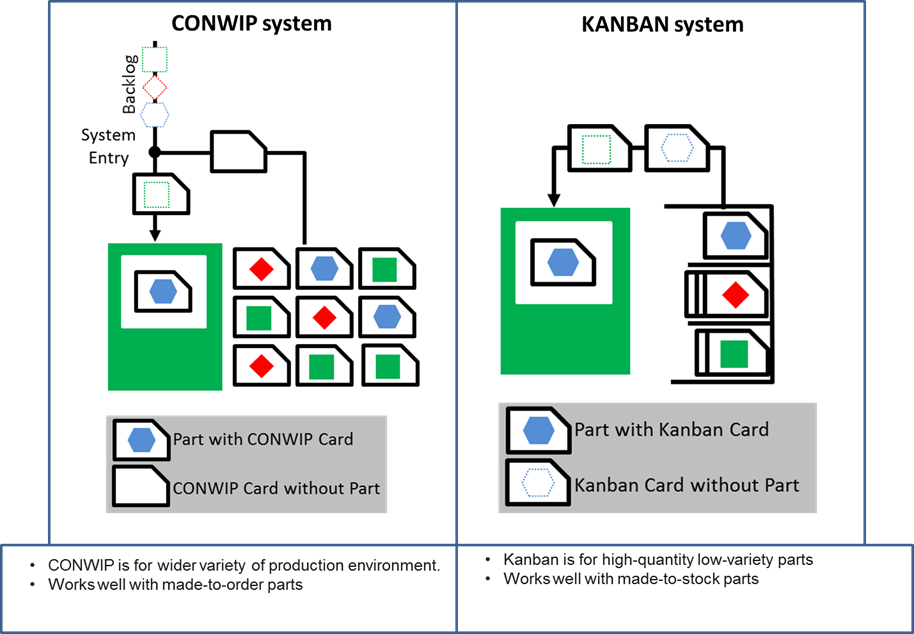
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!What is CONWIP? CONWIP , stands for “constant work in progress” is one kind of pull-oriented production control systems, it was developed by Mark Spearman and Wallace Hopp in 1990. It is combination of pull and push systems. This system is very similar to KANBAN system , only difference is that the CONWIP card is not associated with a certain part type (it will change as per Made to order requirement or backlog) ,but only with a certain quantity at least minimum one. CONWIP go round with different part like roller coaster seats with people, where as per capacity everytime new set of people get filled . By above table (Refer fig 1) we can understand this concept very well, all different type of finished part kept with CONWIP cards attached , once customer or any downstream process withdraw any part then CONWIP card return to the beginning of the loop , now this card is not associated with any part type, it has only constant quantity. At beginning of the loop ,backlog part type assigned to this CONWIP card because this is most urgent one to produce. If any CONWIP card comes back from the finished goods inventory, the next part type from backlog line is assigned to the returning card. The card is just gives signal that capacity is available, and the backlog defines what to do with the capacity. Advantages: •Number of variants Compare ot KANBAN system , CONWIP can manage more number of variants, as it has no part number assigned by default to the CONWIP card, therefore any part number can be assigned (temporarily) to the CONWIP part, even if the part is produced only once. Therefore, CONWIP is well suited for made-to-order parts. •Less WIP than Kanban: In CONWIP system it will be less WIP than a kanban system, since “in a kanban system, there will be generally WIP upstream from the bottleneck . In CONWIP system, WIP will tend to collect at the bottleneck.” Disadvantages: •Does Not Manage Production Sequence Automatically. Compare to KANBAN system in CONWIP need needs human input to reproduce the correct products, so due to human intervention/decisions whole production sequence may mess up. •Sensitive to the Bullwhip Effect in CONWIP humans decide the priority so it may result high demand and high inventory as we go back in the value chain due to human overreaction to demand signals.
-
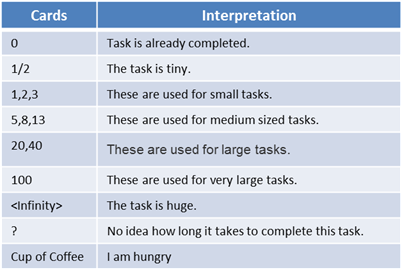
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!What is Planning Poker?? Planning poker also known as Scrum poker. It is a team building activity where all team members involved for achieving group consensus, based on this consensus team come to know how long a certain amount of work will take to complete. planning poker is often associated with Agile software development, this activity can be used with any group that needs to estimate the time it will take to complete a project. In this activity each person of development team actively participates in the estimation process and contributes his/ her knowledge. It is especially useful for projects in which there can be a lot of unknown variables and multiple areas of expertise are required in order to get an accurate estimate. Planning poker was first described by James Grenning in 2002, it is a more informal version the Wideband Delphi Method, an approach to achieving consensus developed by the RAND Corporation in the 1940s. Following are Key Steps in Planning Poker, which help to develop estimation for Project. 1.Product owner/Customer reads story: This is first step of Planning pocker where to start session, the product owner/customer reads an agile user story or describes a feature to all team members. 2.Team estimates: After listening story from Product owner, Team members of the group make estimates by playing numbered cards without revealing their estimate. Following are Interpretation of the point assigned to a poker card 3.Team discuss: After step 2, cards are displayed one by one and the estimates are then discussed , however some cards will be different from others. At this point, the facilitator moderate a discussion and invite the team members who threw high and low cards to explain their rationale. The business owner’s role at this time is to answer questions. 4.Team estimates again: The process is repeated until the group achieves consensus or the facilitator decides that consensus cannot be reached and the story must be broken down into simpler parts before the project can move forward. Benefits : •In this activity discussion among team member leads towards accurate estimation. •It offers an opportunity to leverage the knowledge of all team members. •Each Team members get opportunity to justify their estimations. •Time estimates are based on group consensus rather than an individual's opinions, thus increasing buy-in by the entire team •It fosters a deep discussion of the reasons for various time estimates, which leads to better knowledge among the participants. Limitations : •Estimation changes with the different skills and experiences. •Meeting may take longer time if moderator not managed well. •The results from planning poker exercises can also be a little too hot to handle.
-
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Hammurabi was sixth king of Babylonia, he was the first person who formulated history’s first code of conduct. He compiled 282 laws which explains about commercial interactions , set fines and punishments to meet the requirements of justice, this code was carved onto a massive finger shaped black stone pillar. These laws categorizes into following important concepts which is important to implement for an organisation in Today’s era also, •Maintain accountability •Align incentives •Manage risk •Communicate the standards. •Maintain Accountability: As per Hammurabi’s law number 232,” if a builder built a house with low grade material which resulted in death of owner because of collapsed of house then builder will be put to death”. Due to this harsh consequences of the law builder built house with quality material and put attention to its detail. So learning from this law is that for any agreement both parties involvement (real skin in game) with agreed terms and condition is must to get desired outcome and fairness. In today’s era SLA(Service level agreement), sign on contract by both parties, are innovative way to maintain accountability , where both parties are equal responsible to achieve target with terms and condition. •Align incentives: In this category of code, Hammurabi attempts to align incentives, which discouraged contractors from building structures with the minimum quality of materials and standards. There was simply no incentive to justify cutting corners by giving risk of collapse. Rather, contractors would be incented to build in a margin of safety to make the structure sturdy against not only predictable conditions such as high winds but random events such as earthquakes. In today’s scenario TCO (Total cost ownership) and end to end contract are innovative way to implement this in an organization. •Managing Risk :This code focuses on how to manage risk of risk. This code encouraged vendors to build in wide margins of safety for the benefit of the parties and the community. The Code regulated “buyer beware” nature of many asymmetric transactions. In today’s scenario many financial systems do not incentivize the parties to create wide margins of safety. Safety and Quality is inbuilt in base price of product. •Communicating the Standards:To communicate standard Hammurabi put the rules on clay tablets and distributed them throughout the kingdom it will be accessible to everyone easily. In today’s scenarios innovative way to communicate standard are following it should be part of following •Induction Training at time of Joining for employee •Visual display at common place i.e. Office area, canteen, Training hall etc. •Mail communication. •Company magazine
-
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!What is Analysis paralysis?? Analysis paralysis happens when overanalyses or overthinking prevents a person or group from making a decision. This phenomenon can occur when an individual is not sure of the best method/practice for reaching a decision. e.g. In investing, analysis paralysis can lead to missed opportunities for gains or to losses. What is 'Extinct by Instinct?? Extinct by Instinct means that poor or fatal decisions or conclusions are reached based on hasty or incomplete assessment of the available data or gut feelings. Actually Analysis Paralysis and Extinct by Instinct both are fatal for any decision whether it is personal or Business decision. Highlight the typical corporate behaviours for Analysis Paralysis and 'Extinct by Instinct why it should be avoided?? Analysis paralysis exhibits itself in the inability to make a decision due to overthinking the available alternatives, possibilities and data. It results in following corporate behaviours •Project delays, •Exhausting project planning sessions •Gathering of unnecessary data •Slow movement between production stages. •Series of meetings without end decisions. Many business leaders do not choose a path based on solid analysis of data, but on pure intuition or gut . Whether due to laziness, need for speed or scepticism as to how meaningful insights from data can be used and result of this whole business get suffer. The key element of any strategy for avoiding extinction by instinct is to instil checks and balances into the system so that people must think through their ideas and analysis. How to Overcome Analysis Paralysis 1. Define priority 2. Define end Goal for each Decision 3. Define micro level steps for Decisions 4. Forget Perfection 5. Healthy Pressure On Team
-
TUSHAR MARADWAR changed their profile photo
-
TUSHAR MARADWAR replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!What is Instruction Creep?? Many businesses choose to implement standard operating procedures by displaying written documents in areas where they will be clearly visible to all employees, but gradually overtime instructions increase in numbers and size until they are uncontrollable and this situation called INSTRUCTION CREEP. It result in complex procedures which often misinterpreted, followed with great irritation/, or ambiguity/ignored. This can lead to damage the success of organisation. Organisations where rules and guidelines are created by changing groups of people over extended periods of time, Instruction creep is quite common. Due to this situation such groups often leads them to add or modify instructions, rather than simplifying or consolidating existing ones. This can result in considerable overlap in the message of directives, at the expense of clarity, efficiency & consistency of communication. How process owners can avoid instruction creep while creating process SOPs? Using workflow chart or pictorial view is a great way to create an interactive database of information rather than a cumbersome document. These are 5 ways by which process owners can avoid instruction creep while creating process SOPs Develop a list of your Business processes To get started, manager must think that what kink of duties employees perform in their jobs every day. It will allow them to begin creating a detailed list of processes that need standard operating procedures and at same time look for any redundancies. This list will serve as a starting point for creating standard operating procedure. Plan the process In this step, we need to decide on a format for process, e.g step by step work flow chart or pictorial view, after this we can create a template. Also we need to decide how standard operating procedure will be made visible to each employees, whether it will be a written copy posted or will a copy be available online. Talk with employees and SMEs Now we have our list of processes and we have created our template, we need to talk to our employees. This is important because we can’t fully understand the process unless we have spoken with the people who actually perform it on a daily basis. Only speaking with management is not enough. Write and review the process Once we have spoken with our employees, immediately add notes to the template. From there we can review standard operating procedure with employees once again and obtain input from subject matter experts. we should also determine who will be responsible for oversight and maintenance of the standard operating procedure. Take trial with new employees and ask him to perform task based on SOP only, based on this update SOP if required. Maintain the process This is very important step i.e. maintain, after SOP is written, In order to remain technology relevant and useful, we must maintain and define frequency to update/display it as per process requirement. At same time Team for writing and updating SOP should not be change frequently. Standard operating procedures are time-consuming to create at first but the benefits are worth it. It will save a lot of time and frustration down the road and enable succes of organisation.
