

Sujata Dhawase
Members
-
Joined
-
Last visited
-
Sujata Dhawase changed their profile photo
-
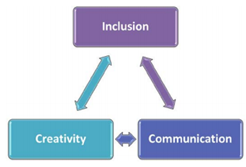
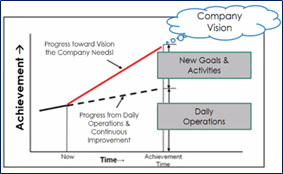
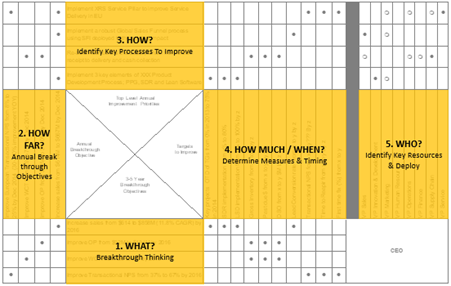
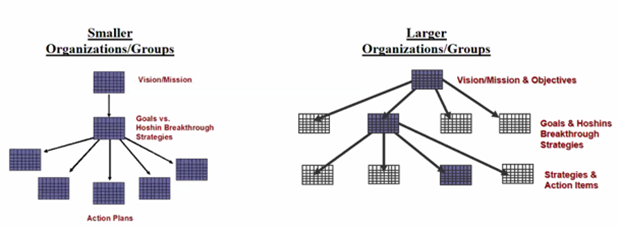
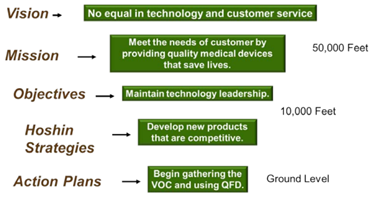
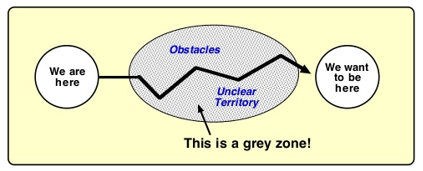
What is Hoshin Kanri? Hoshin Kanri means policy management and it is a concept of guiding an entire company on agreed goal and enable to move from Grey zone to clear direction. It’s made of three Japanese words: Ho (method), Shin (compass), and Kanri (management or control). It is methodology for strategic direction setting. Hoshin Kanri term was created by Dr. Yogi Akao after Deming’s Plan - Do - Check - Act cycle, Shewhart’s P-D-S-A, Joseph M. Juran’s teachings about the role of management in quality control methods needed for strategic development. It is based on 3 major components: 1. Inclusion – everyone in the organization is involved in this process of strategy execution or creation by catchall/feedback/ contribution in execution. ; 2. Communication- It’s critical to ensure everyone know their role and way of contribution I common goal therefore, communication is critical; 3. Creativity- It’s new way of thinking or breakthrough elements focused thinking. Why Hoshin Kanri : This lean methodology enables an organization to be more competitive and drive breakthrough improvements across all levels of company. 1. Drive efforts towards organizational common goal –in order to create higher positive impact efforts has to be aligned with the big picture that alignment / linkage would be created by HOSHIN KANRI Aligned Efforts- Common Goal Scattered efforts – non aligned Goal 2. To achieve Breakthrough objectives – Breakthrough objective is a big win to gain competitive advantage. Something, which we don’t know yet / out of box idea, it’s a significant change in process/service/product from customer’s eye perspective. 3. Drive Futuristic growth/initiatives and therefore called as Transformation initiatives, it’s more than the running current business understand how technology, Customer and Business would shift over the time. Daily management KPIs to drive set AOP Hoshin for Transformation initiatives 4. Involve all level of organization to create strategy and execute it with Nemawashi or catch-ball approach. How to use Hoshin Kanri? There are several tools to deploy strategic plan (Hoshin Kanri) Like SWOT Analysis, PEST analysis, strategic map, Porter’s five forces map, Customer Balance scorecard, Objective and Key Results (OKR), Visioning, VIRO Framework, X matrix and so on. Amongst all these tools and techniques X matrix is well known Hoshin Kanri tool. Most of the organizations uses X matrix to drive Hoshin (Strategy), it is excel based tool which has 5 major sections, it arranged in X shape and therefore named as X matrix & also called as 12-3-4-9 O’çlock diagram. 1st block (6 O’clock) : What ? - Should link directly to corporate strategy. Significant benefit in growth, quality, delivery, cash or cost. Customer value focused. Provide significant competitive advantage. Require multi-functional involvement. Defined as a gap (baseline performance is from … to …. ) 2nd Block (9 O’clock) : How Far this year ? Annual breakthrough targets – It breaks down long term strategy from What to annual planè Copy text from 3-5 objective, Realistic aggressive goal (e.g. 30-50% to create a quick start), Is it stretched enough?, Is it “strain”?, Does it create competitive advantage?, Does it create significant operating improvement?, Defined as a gap (baseline performance from … to …) 3rd Block (12 O’clock) : How? Identify Key Process to Improve – In order to achieve 1st and 2nd clock targets/objectives what processes needs to be changed / Modify significantly or which processes/ procedures needs to create newly. Which key processes drive the performance needle with the greatest impact? Does it begin with action verb (e.g. reduce, increase, … ) and does it contain the word “process” or “capability”, etc., need iterations (catch ball) 4th Block (3 O’clock) : How much/when/who - This is also called as Target to improve (TTI’s), need to focus on what would change/improve from X to Y by when. Use both leading and lagging indicators, Can it be broken down into monthly increments, Format is “from x to y by date z”, Need Jump Off Point (JOP), TTI’s should exceed AOP targets. need iterations (catch ball) TTI’s can be considered as small improvement projects or KPIs to be tracked over the time of project/action execution through Daily management KPIs. X matrix – Hosin Kanri method to drive Strategy Example of How Organizations uses it to steer the transformation to be in set right direction: Hoshin Kanri / strategy deployment has 7 steps : 1. Create Strategy or long term vision 2. Build short term objectives 3. Drill down to the annual objectives 4. Communicate it to all teams 5. Execute objectives with improvements like PDCA or Kaizen events 6. Review the status of TTI’s – how are we doing? 7. Ananlyze and set objectives for next year In Organizations, management create a Hoshin plan since they have end-to-end value chain understanding and therefore they can create a direction. During catch ball process, everyone gets a chance to add their suggestions and share feedback. X matrix is the best way to deploy strategies by creating cascade communication and right KPIs/Projects to engage people and ultimately drive efforts to common Goal. Goal deployment and alignment example: Example of Hoshin alignment with Vision-Mission and action plan: Conclusion: Hoshin Kanri is a strong methodology focuses on future transformation. It is very much an alignment between Vision çè Strategyçè Breakthrough improvements çè Goal /KPI deployment with structure of X-matrix. Focuses to involve all employees and drive everyone’s efforts in meaningful direction. Communication is a key to create consistency in drive of stratrgy. All transformation initiatives now a days are driven by X matrix to create a mechanism starting from Vision to implement an actions. Like ecommerce, Digital Transformation, IoT implementations, RPA implementations and so on.






-
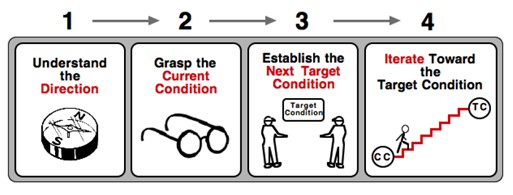
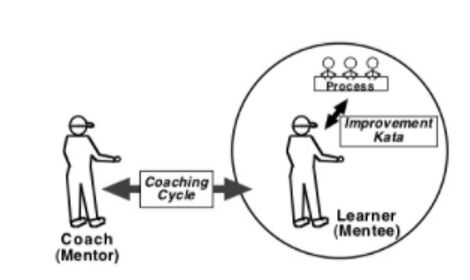
As we know, Kata is simply a form of martial art, which is transferred to the next generations over many years. Kata is all about consistency, behavior, the way we understand and respond to situation repeatedly by understanding all the dynamics. When we look for “every day, every one, every process” improvement then Kata is a vital enabler and therefore in business excellence we need to focus on the “Improvement Kata and Coaching Kata”. Improvement Kata : Improvement Kata starts with deep thinking and accepting behavior of è Daily process work=Improvement work ; therefore in Improvement Kata we consistently focus on setting up : a) Direction/Vision b) Understand current condition c) establish the next target condition and d) PDCA towards the target condition a) Direction/ Vision: all efforts we takes that has to be aligned and synchronized with the big purpose of an organization. b) Understand the Current condition by visiting Gemba and verifying facts. c) Establish target condition : Target Condition is a not a Target; Target condition drives a clear thinking and behavior è How we can achieve the next level of performance (target) , Target condition is about driving right behavior collaborating with the team members to achieve target. While choosing target condition we should be thoughtful, it must be challenging and stretched. Transferring from Current condition to the Target condition there is a Grey area, when we starts taking 1st step then the way towards target condition will be clear, there could be many unpredictable obstacles and to overcome from those we need to use Lean way of thinking/methodologies like PDCA. d) PDCA : Plan – Understand the target condition; Steps and processes, measurable metrics Do – Implement, adjust and correct actions to move to the target condition Check – Check and verify, is it an expected outcome? will that help us to move to target condition? Act – Pick up learnings and use it for next challenge/obstacle removal; make it standard In this journey, we should need to think of “What we learn during this problem solving/improvement rather scaling up and measuring how much % improvement is achieved?” Summary of Improvement Kata : The better is the understanding of Current condition, the more accurate target condition we can set up, once we have precise target condition then we can use our behavior and methodologies to resolve obstacles. Application: We use Improvement Kata in many ways --- When we Drive Transformation projects / initiatives where we don’t know how to drive it , the way towards target is unclear then this methodology works. Example – We have assigned with the 1% of CoNQ by Y2022; in 2019 we have done Hoshin and created a target condition with 3years-2year-1 year plan; identified Matrices to measure the progress of target condition; set up target condition for 2019 once we achieved it then set up next target condition and metrics for 2020, likewise. Now we are at 1.8% CoNQ target and we have path to achieve 1%. Coaching Kata : Coaching Kata is critical and essential to deploy Continuous improvement culture across organization. This is not only to deploy the methodological thinking but also the right attitude pass on method. In order to sustain Improvement Kata culture we must have to coach to the next level of organization so that this coaching cycle never ends. Leader’s should not to only look for how much improvements we are doing instead focus on developing the Problem solving capability and right attitude in people. In order to develop the capability of People we can do Classroom training and On-job coaching. Effective way to drive it is with Train the Trainer or Metor-Mentee concept. Key elements of Coaching Kata: 1. Identified Mentor – Mentee should have a Problem to work upon and Mentor should have an experience to deal with similar challenges. 2. Mentor would always ask Guiding questions to challenge the thought process of Mentee 3. Also allow Mentee to do affordable mistakes while learning by experience 4. Encourage Mentee to take 1 step at a moment, this to focus and invest all efforts to improve capability and attitude of mentee towards problem solving 5. This leads to : shift in Thinking, Discussion from unidirectional to focused, thoughtful/methodological approach to resolve obstacles , following A3 or PDCA structurally and improving mentee’s capability Summary of Coaching Kata: This cycle of Mentor-Mentee should drive organizational practical problem solving capability development and bring more trust in organization. Predominantly what has learn from the exercise should be focus rather than what is the achievement Application: Most of the Organization drives TTT (Train the trainer) , Mentor-Mentee program to – develop people , drive succession planning , create next level of leaders, improve people engagement, improve trust between organization and employees, improve moral of employees Improvement Kata and Coaching Kata concepts are well explained in “Toyota KATA” book by Mike Rother.


-
What is FMEA ? It is a systematic analysis and team (Cross functional team) activities to recognize and evaluate the potential failures modes and potential mechanism of failure in the product/processes/services based on empirical knowhow and their potential failure effects, and identifying proactive actions that could eliminate or reduce the causes of the occurrence of the potential failure and further document the same. FMEA focuses on HOW and WHEN a process, product or service will fail, NOT IF it will fail !!!!!!! Why FMEA? FMEA is a systematic tool used to prevent the defects/errors from processes before it arises meaning eliminate or reduce the Generation (Occurrence) of problem, incase we can't prevent it then we will try to add detection mechanism so that defect/problem/issue can't pass from Generation point to the next process. FMEA is to _ •Recognize and evaluate the potential failure of a product/process and its effects •Identify methods to eliminate or reduce the chance of a failure occurring •Document the process & rationale for changes (It's a live document) PFMEA _ > It is a used to analyze the manufacturing / service processes > This focuses on Identification , Prevention & detection of process failure modes caused by process deficiencies. PFMEA's use/relation in Lean Six Sigma DMAIC project_ > PFMEA in Analysis phase - 1. PFMEA is a useful document when we do 3G (Gemba walk) - "Gemba, Gembutsu, Genjitsu" 2. After brainstorming & C & E Diagram , we do deep dive in order to understand more facts about the identified probable root cause & finally reach to real root cause after Why-Why (3Way5Why) analysis - During this process "PFMEA" is also useful to verify the "answers of every Why-why question" during 3Way5Why > PFMEA in Improve Phase _ While creating the improvement action plan on confirmed Root causes we need to conduct below actions: 1. If the issue / defect occurred is a new event not considered in existing PFMEA then we create action in 3 ways _ what improvement action can be taken to eliminate occurrence of this event from process step? Which mechanism can detect this event? & how best we can build a system/process so that this defect should not come in any similar process? ... And finally add these control & detection mechanism in PFMEA 1. If the issue/defect is a reoccurred event then - we focused on our documented " Defect detection & Occurrence elimination/reduction(control)" mechanism & try to find of more root causes , it's effects and accordingly need to identify the new actions for "elimination/reduction (control) & detection" mechanism improvement. ...And finally add these control & detection mechanism in PFMEA > PFMEA in Control Phase_ Once the improvement actions from Improve phase are positively successful & give us desired result then : 1. Modify the PFMEA aligning with the successful actions from Improve phase 2. Handover the modified PFMEA to process owner 3. PFMEA is a live document to sustain & standardize the improvements Sometime if problem/issue demands then we also use PFMEA document in measure phase to identify the right sources for "Generation point & Detection mechanism".
-
We use the RCA method in Analysis phase of DMAIC , Plan phase of PDCA & D4 step in 8D approach. What is RCA? _ Root cause analysis is a class of problem solving methods aimed at identifying the root causes of problems or event. To analyze a root cause, you have to define a problem, gather data or evidence. Identify the issue that contributed to the problem and find root cause using 5 Whys. Difference between Causes & Root causes _ Simply causes or probable causes can identify easily based on our experience or available data & it's superficial in nature. We can't implement a systematic action which ensures that the action taken on these causes will remove the problem permanently (not proactive - Meaning problem can reoccur) Whereas identification of Root causes is not comparatively easy as normal/probable causes. To identify it one must have to go on Gemba & validate the Scenario/issue/data by asking “why” several times until we reach the fundamental process element that failed. Once we identify & implement an action on these RCAs that remove problem permanently meaning no reoccurrence of problem. Also it always leads us to the Process , Control mechanism & system failure oriented RCAs. Below is the right approach to conduct the 3Way5Why RCA : 1. Generation oriented RCA (Why-why analysis) _ Which gives us the root cause for " Why the issue/problem has generated". It leads us to the Source of issue leading us to "Process or System failure" 2. Detection oriented RCA (Why-why analysis) _ In this mode of investigation we aim to Identify RCA for " Why our Process is not able to catch/detect the issues/problem from product or service throughout our process flow". This leads us towards the "Control Mechanism failure". 3. System oriented RCA (Why-why analysis) _ As the last step of our investigation, we must focus our attention on the systems that support our processes. Tracing back defects to the systems that may have contributed to the failure will help us improve systematically throughout the organization. This step is just as important as finding out why the product or service failed in the first place and may have more impact on the bottom line. Example of 3Way5Why : Problem / Issue _ Battery charger failure 1st Way : Occurrence / Generation 1st: Why did the battery charger fail? - It had a defective flex cable. 2nd: Why was the flex cable defective? -The traces at the edge of the overlay opening of the flex cable were cracked. 3rd: Why were they cracked? - Excessive force used while manually bending the flex cable during assembly. 4th: Why was the flex cable bent excessively? - No jig to assist the manual operation of bending. Root cause in this instance? Not using a poka yoke jig to assist in this manual operation will leave it exposed to variation in the force applied to assemble the product. 2nd Way : Detection 1st: Why was the defective flex cable not detected? - Invisible trace open in flex cable was not detected electrically. 2nd: Why was this not detected electrically? -FVT tester was not able to detect this failure. 3rd: Why did the FVT tester fail to detect? - FVT tester did not have the program to check for this failure. 4th: Why did the FVT tester not have this program? - The test program was consigned, and was not developed to check for this failure. Root cause in this instance? The test program buy-off procedure did not cover this item. This should be addressed. 3rd Way : System 1st: Why did our systems/processes produce a faulty product? - The flex cable has assembly issues which made it vulnerable to cracking. 2nd: Why were we not aware of this vulnerability? -The potential failure mode of cracked cables was not properly assessed. 3rd: Why was this failure mode not assessed? - FMEA was performed, but did not consider this failure mode. 4th: Why did we not consider this in FMEA? - No training program in place to train QE and ME in correct FMEA completion. Root cause in this instance? We need to make or FMEA system more robust with training and accountability.
