

VVK
Members
-
Joined
-
Last visited
Everything posted by VVK
-
Before explaining Forward Integration and Reverse Integration, let me start with the introduction of 2 strategies viz. Horizontal Integration and Vertical Integration are the most common 2 Business Strategies used by the companies to consolidate their position among their competitors. Vertical Integration is the Business Strategy where the company takes complete control over the one or more stages in the production or the distribution of it. A company may opt for Vertical Integration to take full control over the raw material supply or in the distribution of it's final finished product. Or else the company may go for Horizontal Integration in which the company can go for the acquisition of the business which is at the same level of value chain in similar or dissimilar industries. Vertical Integration is further classified into Forward Integration and Backward Integration. The Process of Forward Integration and Backward Integration is shown below: Source:https://studiousguy.com/backward-and-forward-integration/ Backward Integration: is the form of Vertical Integration, in which the company acquires or merges with another Business unit that supplies raw material for the production, eliminating the need for suppliers. The term "Backward" is used because here the company moves backward in the value chain. This process will result reduced costs, increased revenues and enhanced efficiency in the production. Advantages of Backward Integration: Better Control: Since the company having a good control over the the raw material supply, on time production and delivery are possible. Also the Quality of the raw material can be controlled based on the product quality required in the final product. Cost Control: By In-house production of raw material we can avoid the profits eaten-up by the middlemen and also the transportation costs. Competitive advantage: For example in the technology Industry, companies can go for their own new low cost, high beneficial technology by making it proprietary, trademarks or by patenting allowing the competitors to search for the alternative methods. Disadvantages of Backward Integration: Inefficiencies: Since the raw materials are produced In-House, the company may limit competition resulting in the lack of Innovation leading to poor quality of final products, increasing the cost of customer complaint handling. Investment: Since huge initial investment is required, company may be forced to utilize all it's reserves and even take more debts resulting in losses in case of failure of business. Forward Integration: is the form of Vertical Integration, in which the company moves in the direction of controlling the distribution of products/services, eliminating the need for 3rd person in between the producer and the consumer. In other terms the company may eliminate the wholesaler selling the products to the retailer directly, or eliminating the retailer selling the products to the customer directly. Here also the aim is to reduce the cost and it may also increase the efficiency of the firm by getting closer to the end consumer. Advantages of Forward Integration: Increases Market Share: Since there is a transportation cost and other transactional cost reduction, company can sell the product at a lower price, achieving more market shares. Control over distribution: since we can eliminate the 3rd party intervention like wholesale retailers or brokers we will be having better control over the dispatches. Competitive advantage: Lower costs and controlled distribution gives companies competitive advantage over the other companies. Disadvantages of Forward Integration: Bureaucratic Inefficiency: Various merger and acquisition deals create inefficiencies as a result of entry of new apparatus of the new entity. Realization of synergies between the companies: Improper implementation of strategy can be the reason for not realizing the synergy potential. High Costs: Mergers/acquisitions may need substantial high funds, benefits obtained from the strategy implementation may be less compared to the cost spent. Example from Manufacturing: Steel Production Plant: Here Iron Ore, Lime Stone and Coke are the major raw materials which are conveyed into the Blast Furnace for producing a hot metal which in turn in the later stages produces Steel. Usually company sources them from different Vendors. It also does the transportation of final finished product using 3rd party logistics. Now let's consider a Backward Integration application here. Instead of procuring these raw materials from different vendors, if the company creates it's own sources like captive mines, Integrated Lime Calcination Plant and Coke Oven plants, then it's an approach of Backward Integration. Now applying Forward Integration, If the company thinks about it's own transportation mode say it's own trucks or it's own rakes, then the company can save a significant amount of transportation cost and also dependency on 3rd party vendors for the transportation ensuring on time delivery of goods to the customers. Example from Services: E-Commerce Companies like Amazon and Flipkart: As a part of Backward Integration both Amazon and Flipkart both has their customized products (products like Alexa, Fire TV Stick , Speakers for Amazon and Furniture's like Happy home etc. for Flipkart) along with other seller related products. As a part of Forward Integration both have their excellent their own logistics connectivity to the almost all cities of a country ensuring on time delivery of products and avoiding customer breach. Balanced Integration: There is a 3rd type of Vertical Integration called Balanced Integration, which is the mix of Forward and Backward Integration Strategies and this type of strategy is used in most of the companies, since it provides a balance of the 2 strategies. When should go for Vertical Integration? When the current raw material supply is unreliable. When the quality of raw materials are not stable When the prices are unstable or the distributors charge high amount. When the company has the sufficient resources to manage the show When the company is willing to grow significantly Conclusion: The Integration strategies may not always work for an Organization because of many other reasons. So one should be careful before going for Integration. These 2 aspects one should always consider before going for Integration. a)Cost: The Organization should go for Integration only when the In-House production is cheaper than buying that raw material in the market. b)The Scope of Organization: Before the adoption of Integration, firm should think whether the moving into a new area of activities will weakens it's current competencies. Therefore it's necessary to carefully analyze before going to Integrate.


-
"Issue Tree" which is also known as "Logic Tree" is the graphical breakdown of a complex problem into smaller manageable multiple levels of subsets called "Branches". This can be represented Vertically (Top to Bottom) or Horizontally (Left to Right). The use of an Issue tree systematically identifies and isolates the root causes and gives high impact solution for the problem. Most of the Consulting firms like Mckinsey, Boston and Bain frequently use this methodology for solving their Client's problem. It is also having many significant contributions in Manufacturing firms as well. Typical Flow Syntax Of Issue Tree looks like this: Source:https://igotanoffer.com/blogs/mckinsey-case-interview-blog/issue-tree There are two variants of an Issue tree. 1)A Problem based tree- Can be used to find out the "Root Cause" of the problem and to understand "why" the problem occurred. 2)A Solution based tree-Used to determine the recommended solution and also to understand "how" to solve the problem. Rules to Follow while creating Issue Tree Rule-1: The branches should be MECE (Mutually Exclusive, Collectively Exhaustive). Mutually Exclusive means there should not be any overlap between the sub issues identified. Example: In the Financial Framework there should not be any overlap between the revenues and costs by definition. Collectively Exhaustive means sub causes of the problem should cover all the possible root causes of the problem. Rule-2: Another rule is that Issue Trees follow the 80:20 principle means they focus on most important issues. For Example: While considering the losses in production, it's ok to omit the causes which are having less or negligible impact on the overall net losses. Source:https://www.craftingcases.com/issue-tree-guide/ Rule-3 : The Issue Tree should be linked together by a Logical linkage. If the issue components are random and non related to each other there are chances of getting more confused rather than getting the solution. How to Create a Tree Diagram: Example with Steps defined: Issue Diagram to increase the revenue of a company: Source: Self Drafted Slide Example 2: Electrostatic oiler used in Rolling Mill Electrostatic oiler is used in Rolling Mills for spraying uniform thin layer of oil on both sides of sheet. The objective of using oiler is to prevent coils from getting rusted till the coils reach customer. When the oiler fails to perform, or when the oiler is not working, it leads to stoppage of line & thus leads to enormous delays and financial loss. Source: Business case study from a manufacturing plant Uses of Issue Tree: It makes the problem easier to solve: Since major problem gets divided into smaller many, it's easier to handle and solve the problem. It provides a roadmap on how to solve the problem: Since it helps in focusing and prioritization of the solves it explains about the sequence of problem solve. It helps us to divide the work: Since Complex problem has been broken into smaller many, it helps to divide the problem and parallel action implementation resulting in early completion of the project. It helps to Prioritize: Based on the criticality of solve. It helps in identifying more number of solutions since the problem is being divided into many sub levels. These act as good Visual Communication tools for the stakeholders. Conclusion: Thus Issue Trees are one among the powerful tool used by the consultants on a regular basis. One can use them in their own case interviews by following all the 3 rules explained above for the effective problem solving.




-
The Shingo Model of Operational Excellence relates the Organization Principles, the Systems and the Tools. Based on the understanding, the entire model is divided into Principals, Systems and Tools and it requires a paradigm shift in the five fundamental aspects. Operational Excellence requires a focus on the Results as well as the Culture (Behavioral Aspect). The Behavioral aspects flow from the Principles that govern the desired result. Principles construct only foundation upon which culture to be built in order to sustain for a longer period of time. Establishing ideal, principal based behaviors requires a management system alignment as it has direct impact on how the people are going to behave. The tools like TPM, TQM, Lean, Six Sigma, JIT etc. are the Enablers and they should be cautiously and strategically inserted into the system to drive better Culture and get Excellent results. Shingo Model Consists of 2 elements. The House which describes the correct principals of Ops Excellence and The power of Balancing the efforts across all dimensions. The Diamond which represents the transformation behavior. This is for inculcating the Principles of Ops Excellence into the Organization. Source: https://www.interfacing.com/the-shingo-model Source: https://lean.nh.gov/documents/Shingo Model Handbook.pdf The Shingo Model: For the Organizations to be successful over a longer period of time, leaders must deeply understand the Principles that are leading to the success i e. the Organization culture must be grounded with correct principle. Source: Shingo Institute The Principles of Ops Excellence: Principles are categorized into 4 dimensions. D1- Cultural Enablers D2-Continuous Process Improvement D3-Enterprise alignment D4-Results These 4 dimensions overlay 5 core business systems viz. Product or Service Development, Customer Reach, Operations, Supply Chain and Administrative support. The Shingo Prize for Ops Excellence has 10 guiding principles. 1) Lead with Humanity: Examples of Ideal Behavior: There is a consistent, good leadership engagement where the most of work happens. Employees can report issues with a confidence, in a positive manner. Governing Mechanism (How?): Establish a common enterprise process center for transparency in delivering. Openly post Issues, Improvements and Solutions with proper governing mechanism. 2)Respect For Individual: Examples of Ideal Behavior: Create an Individual Development Plan (IDP) for all the Employees with appropriate goals. Involve the Employees in the Continuous Improvement Projects of their areas. Provide coaching for the effective problem solving. Governing Mechanism (How?): By defining clear roles and responsibilities Establishing Knowledge sharing platforms 3)Focus on Process: Examples of Ideal Behavior: When an error occurs, focus on mitigating the error Ensure all information/parts/materials are correct and meet required specifications before taking them into the process. Governing Mechanism (How?): By Visual Management, Daily Work Management, Continues Improvement Projects and by not blaming the others 4)Embrace Scientific Thinking: Examples of Ideal Behavior: By Following Structured approach for the Problem Solving Encourage Employees to explore the new ideas Governing Mechanism (How?): By establishing a structured framework Integrating best practice approach like RACI/SIPOC/TDC/Flow Charts etc. By Following Scientifically proven Improvement methodologies like Lean Six Sigma, Design Thinking ,Agile and Artificial Intelligence based projects. 5)Flow and Pull Value: Examples of Ideal Behavior: Establish Pull Approach: Avoid producing more Inventory Ensure sufficient resources are available whenever there is a requirement. Governing Mechanism (How?): Proper Visual management representing all Upstream and Downstream activities (VSM) Visualization of all Customer Touch Points along with proper monitoring 6)Assure Quality at the Source: Examples of Ideal Behavior: Ensure proper material handling without any damages Stop work to fix the error/have periodical maintenance as per schedule before continuing Governing Mechanism (How?): Ensure forms are tied with the Process and CAPA/Abnormality analysis plan is available if there is any deviation (to act immediately). 7)Seek Perfection: Examples of Ideal Behavior: Establish long term sustainable solutions rather than temporary ones Continuous work towards work simplification Governing Mechanism (How?): Making every Employee as a part of Company's Culture Promoting Innovation Culture 8)Create Constancy of Purpose: Examples of Ideal Behavior: Communication the Vision, Mission, Quality Policy Statement and Purpose of the Organization to all Sub Goals are always to be linked with the Organization major goals Governing Mechanism (How?): Clearly defined Organization Objectives and Sub-Objectives Proper KPI Drilldown 9)Think Systemically: Examples of Ideal Behavior: Eliminate the barriers which will act as a blockers for the flow if Ideas/Information Governing Mechanism (How?): Ensuring Managing Points and Check Point mechanisms (MP-CPs) are aligned with the Organization Objective 10)Create Value for the Customer: Examples of Ideal Behavior: Customer is King: Work to understand his needs and expectations. Governing Mechanism (How?): Align Customer Needs with Organization Vision and Imbibe it into the Process. Monitor the performance of Key Customer measures Conduct Customer Satisfaction Surveys Conclusion: Operational Excellence is the vision that many Organizations have established to drive the Improvements, however real changes will happen only when all Principles are clearly understood and deeply routed into the Organization Culture. The focus of the leaders should be more on driving the Principles and Culture whereas the Managers should focus more on designing and aligning the systems to drive Principal based behavior. This model may be used as a Benchmark for what an excellence at highest level should look like. Principles of Ops excellence are only the foundation, on which Organization culture should built with confidence for a long term sustenance.



-
OTED (One-Touch Exchange of Die) is closely related to SMED (Single Minute Exchange of Dies) where the term " Single Minute" refers to the objective of reducing the start-ups and changeovers to single digit minutes (less than 10 minutes) whereas OTED states that changeovers can and should take less than 100 seconds. OTED needs the following actions: 1)Elimination of adjustments since the time available for replacement is very less. 2)Freedom from screw fastenings-Since turning of screws for locking and unlocking takes more time one should avoid screw fastenings. 3)Moving towards strength and precision for the best fit. It should be precise and close fits. 4)Functional burdens of die Vs machines i.e. adaptability of dies for various variants of same category of machines. 5)Reduced usage of complex mold separating systems. 6)Reduced insertions in the system. In One-Touch concept the exchange should be done with a single motion, rather than the multiple steps. Examples: 1)Usage of Push Butten switches for the phase changes in an electric panel. 2)Usage of level 3 automation in tooling. 3)Using one touch fixing of fasteners. That is using simple and quick (one touch) fastening mechanisms rather than screwing. 4)Single touch assembly and dis assembly of electronic gadgets. 5)Emergency push button stations in the manufacturing plants for the sudden power isolations.
-
We know that 90% of Ice Berg is under the water and has been said that Ice Berg has a 30% more width inside the water than what it appears outside. The 90% Ice Berg that exists inside the water is what creates the behavior is what seen by 10% Ice Berg which is above the surface. We can apply this same logic to the problem solving. We are often exposed to a problem by a surface level event or experience. Solutioning for such type of problem may give a temporary solve but it may repeat once again! Ice berg model is a 4 step approach for solving such type of problems. Ultimate goal is to identify the root causes for the underlying portion and mental models that create problematic events. Step-1: Events: Observe here what has happened/happening. We may get the better results, if we recreate the event that has been lead to the discovery of problem. Step-2: Patterns and Trends: Make the historical data analysis/ observation of trends and also observe if there is any particular point where the problem has occurred or triggered. Step-3:Structures and Systems: Then identify the things or behaviors that has contributed to this problem and make the why-why analysis. Step-4:Mental Model: List down what are beliefs or assumptions that has created and shaped the system/trigger that has caused the problem. Example: Poor Working Index of an equipment (in which it is not possible to identify the internal material flow manually) in a manufacturing industry. Step-1: Observe what is happening/happened in that machine which has resulted in poor working index of it. Step-2: Identify the historical data/trends of the temperature distribution pattern inside the equipment say for min 6 months by observing the Level-2/3 automation output trends. Step-3: Observe the peak and low trends in the distribution pattern and make why-why analysis for it's triggering. Step-4: Based on your thought or mental model establish a relation between the parameters and proceed with the model building or further analysis on the assumptions.

-
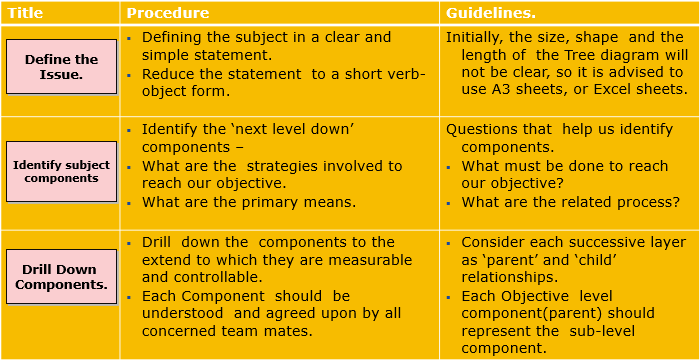
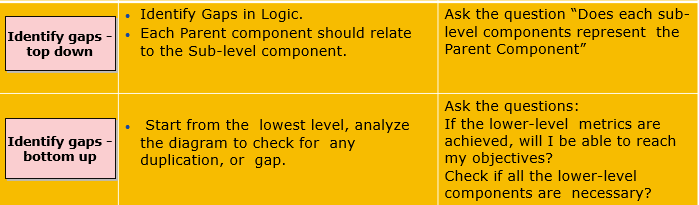
Shadow Board is a device for organizing process/tools/equipment or Instrument. This defines where the tools/equipment/Instrument to be kept when they are not in use. Shadow Boards have the outlines of tools/equipment/instruments marked on them and allows the user/operators to identify which tools are in use or missing. The use of this provides a visual aid in the shop floors. Different Variants of Shadow Boards: 1)Cleaning Stations :These can be made in customized sizes and located at different areas of process or plant. They are appropriately located and hold all the necessary cleaning equipment for work area. 2)Tool Shadow Boards: By using these, probability of missing the tools/other items reduces drastically. It also results in time reduction for locating the items. 3)Lock Out Boards: This tool board houses lockout tagout devices in the operating premises. 4)PPE Boards: Talks about the various PPEs used in the site and it's place. 5)Production/DWM Boards: Shows the status of Key metrices of Process, Operations and Maintenance. 6)Part Changes Board: Displays about changes in the parts of the equipment if any! 7)Instrument Station: Displays about the type of various instruments used in the work area. Benefits/Advantages of Using Shadow Boards: 1)Improves the Quality: Calibration of tools like Gauges, Calipers are easily located, hence calibration can be done on time lowering the errors. 2)Reduces Time: Operators do not waste their time in searching for tools and tackles. 3)Reduces Safety Hazards: Since tools and tackles are not kept here and there on the floor, chances of potential injuries will be less. 4)Reduces Costs: Replacement of missing tools and tackles gets reduces resulting in overall cost savings. 5)Increased Productivity: Productivity of the Organization increases, as it increases the productivity of the workers/operators. 6)Easy Traceability: Since everything is placed in it's place tracing will be very easy. 7)Maximized Space Utilization: Since the tools and tackles are not kept here and there we can utilize the maximum space for the operations.







-
Heinrich's Accident Triangle is also known as Bird's Triangle or Accident Triangle. It shows the relationship between serious and minor accidents and also near misses. This theory proposes that If the number of minor accidents get's reduced, then the number of severe accidents also will get reduced proportionately. And hence there is a need to reduce the minor accidents. The theory was first proposed by William Heinrich in 1931. Post that in 1966,this theory was further developed by Frank E Bird based on the data obtained from 1.7 million reports obtained from ~ 300 Companies. He showed a relationship of 1 fatal incident to 10 serious accidents to 30 minor accidents to 600 near misses. But it should be noted that here only the reported cases are taken into account and not the unreported one. The major use of the triangle is to convey the message that Serious accidents tend to happen rarely whereas on the other side near misses/incidents would happen more frequently but usually having less consequence on the serious injury. But if they keep un attended, may result in some serious injury. Hence these near miss incidents should be thoroughly investigated with the preventive measures to avoid the reoccurrence. This triangle has limitations as well. 1)Reliability of data: Here the Triangle assumes that the data provided by an Organization is correct and nothing has been missed. But in practical scenario, there are many unreported cases as well. 2)Data sets may be skewed: Not all the unsafe acts and near misses are of same intensity. There may be certain accident and rather than reporting as near miss, if it had been mentioned as minor accident then the comparison may not be the right. 3)Results are based on the actual outcome of the event: The possibility of certain major accident need not be reported as a higher volume of minor accidents earlier. Even though it is not possible to completely eliminate the limitations can be reduced by 1).Ensuring all cases have been entered without any miss. 2).By providing some predefined self weightage to make the intensity of unsafe and nearby cases more linear.


-
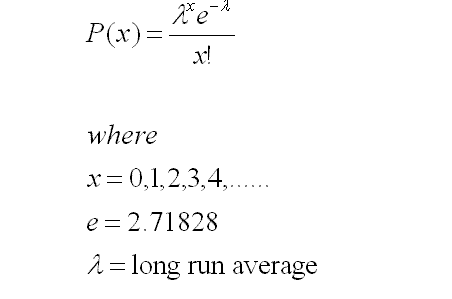
Before explaining about the Poisson's distribution, let me brief about data types. For any process before making any analysis, first we need to identify the type of data. Data can be divided as Continuous and Discrete. The Discrete data is further categorized into Binomial and Poisson distribution. Unlike the Binomial distribution, which has only 2 outcomes (Success or fail, Good or Bad, Ok or Not Ok etc.),Poisson distribution focusses on number of discrete occurrences over a pre defined time interval. Some Facts/Assumptions/Properties of Poisson's distribution: The average number of instances those are occurring in a specific area are known Outcomes are random. The outcomes of interest are rarely related to the possible outcome. Poisson's Formula for finding out the Probability: Lambda=Population Mean=n*p (Sample Size * Probability) Examples: The number of component failures for every "x" hours The number of defective items for every 1000 samples The number of shipments booked in a website in a day The number of transaction per day in a bank etc.
-
Escape point is the initial control point in the system, where the root cause of the problem should have detected in early stage but failed to detect in the system. It gives us a hint that there is a lapse in the system as it has not detected the problem, where it was supposed to detect. It can be effectively handled by using following Basic Problem Solving tools to define and verify the root causes to identify the escape points. 1) SIPOC diagram by correctly mentioning the Project scope. 2)Detailed top down charting/flow diagram of the process 3)Check Sheet monitoring during the process 4)By plotting Scatter Plots to understand the extent of deviation 5)Detailed Ishikawa diagram and 6)Thorough Why- why analysis So once the deviations are identified in the above tools, escape points can be easily identified and efforts to mitigate the same can be taken care of before going to implement the permanent solution for the problem.
-
RICE Scoring is a method which helps the Product Manager to Prioritize the roadmaps for the New Product, It's Features and other initiatives by considering the 4 factors namely Reach, Impact, Confidence and Effort which is collectively called as "RICE". It can be calculated using the formula, RICE (Score)= (Reach*Impact*Confidence)/Effort Scoring Criteria: Analogy: Reach, Impact and Confidence-Higher the Better Effort- Lower the Better Elaboration with example: Reach: Suppose "X" company gets 900 transactions through UPI payment/month. Then the reach is 900. Impact: If the company see's it as a huge Impact, then the score is 3 (Highest) or else If the company thinks it as a low impact, then the score is 1 (Lower). Confidence: If you have a confidence that transactions will cross more than 900 in the next month, then the confidence is 100% If you are not sure, then the confidence is 80% or if you know that transactions will never happen, then the confidence is 50%. Effort: If the huge effort is required to get 900 transactions per month. Say 50 sources/persons are required then the effort is 50. If only 25 sources/persons are enough, then the effort is 25. If we can achieve with only 10 sources/persons, then the effort is 10.


-
Timeboxing is the technique used to accomplish the task/project/activity by allocating a specific time for a task and completing that activity within the predefined time limits. Rather than the traditional method of Project Management where the projects are planned in advance and the scope is predefined rather than the time,In Timeboxing one can decide what to be delivered within the prefixed time and can work accordingly without compromising the quality. Timeboxing helps to ensure the completion of tasks in an iterative fashion.Here the single project can be divided into many individual timeboxes and can be tracked separately at each activity level. Many Agile nature projects are using this timeboxing technic and also there is an argument that this technic to be used only when the Customer agrees to cut some of the features (cutting may or may not be required) without compromising the quality.
-
One should allow scope change in DMAIC project till Measure phase. Because chances may be there we have not considered/left some of the parameters while establishing a baseline for the project during defining the project in the define phase. After defining the project,since in the define phase we are doing complete process mapping using SIPOC and top down charting,some of the important parameters may come into the picture while studying the detailed process and making value analysis. So we may give a chance to change the scope of the project till the initiation of data collection for the Measure phase.
-
Jishu Hozen is one among the important pillars of TPM, where the operators themselves do the maintenance without waiting for any maintenance team or dedicated service men from maintenance department. For it's successful implementation following things need to be followed on a regular basis. 1)Initial Cleaning and Inspection of the equipment. 2)Providing proper access to the areas and avoiding the sources of contamination 3)Making of cleaning and lubrication standards. 4)Conducting general inspections as per schedule (Daily/Weekly/Monthly) based on criticality of the equipment. 5)By scheduling Autonomous Inspection for the critical equipment as per the schedule 6)Visualization of the established standards. 7)And Implement the autonomous equipment management.
-
Why Because Analysis is a post mortem sort of analysis and it will be carried post the event/accident/damage has been occurred. It is one of the variant of the Why- Why analysis which enables to make deep dive into the root cause analysis of the problem/effect/incident that has been already occurred. By establishing a proper CAPA (Corrective Action and Preventive Action) for the established root cause, we can eliminate/reduce the similar accidents happening in the future.

-
It is a technique of categorizing the material in terms of it's value (Higher the value "A" will be the category and lower the value "B" will be the category and lowest the value "C" will be the category) in order to identify and prioritize the inventory losses happening in the organization. Shortcomings: 1) It's a localised approach of inventory control ( not a universal one). 2.Prices may be dynamic in nature and hence frequent analysis is required. 3.ABC categorization considers only the cost of the material but not other aspects like Durability,Cycle life and other quality of the material. 4.B and C category may get less or no importance during analysis which may result in further losses. 5.Note suitable for small scale industry as it may need higher resources because of complexity in the Process. Overcome by: 1)Post ABC analysis,introducing the Pareto analysis of all categories,which will help us to prioritize vital few causes in all categories. 2)Identifying the potential modes of inventory shoot ups and establishing a control mechanism. 3.Along with the cost, focus to be given on other factors like Quality,Durability etc
