Mohammad Mahmudul Hassan
Members
-
Joined
-
Last visited
Everything posted by Mohammad Mahmudul Hassan
-
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Shingo Model About Shingeo Shingo: Dr. Shingeo Shingo (1909- 1990) was a Japanese industrial engineer who is widely recognized for his work in developing many of the revolutionary manufacturing practices that originated at Toyota and recognized as one of the greatest manufacturing minds in the last 100 years. Applying entities may be from any industry including but not limited to- Services, Manufacturing, Healthcare, public sector etc. He is the cofounder of Lean, TPS, Poka-Yoke, Jidoka, SMED, JIT, Standard Work and Kaizen. About Shingo Model: Image Source: The Shingo Model (shingo.org) The world’s highest standard for operational excellence model is The Shingo Model. The model recognizes the organizational efforts to build operational excellence culture and also the continuous improvement. The Shingo Model world deliver world class levels of excellence in results across an enterprises are based on the principles, systems, tools and cultures. This model can be used for lean maturity assessment and identification of strengths and opportunities for improvement of an organization. Transformation of Organization Culture by Shingo Framework: For organization requires every person is engaged every day in making improvements in culture. This is more than an application of a new tool or a leader’s charismatic personality. The Shingo Model exhibits a very useful framework to guide the organization’s cultural transformation that triggers in achieving ideal results by interacting and integrating between systems, tools, principles, culture, and results by transformation of three levels. Image Source Shingo Institute (shingo.org) The Shingo Model utters the relationship of a set of Ten Guiding Principles to systems, tools, results, and culture. But tools and systems alone cannot operate a business by their own. They are guided by management systems have been aligned to deliver results. People build tools and systems and their behaviors in aggregation to form organizational culture, and ultimate culture greatly influences the organization’s results. Lack of attention from the leadership on culture have significant, far-reaching negative effects on the organization environment. On the other hand, Leaders can take significant role in developing excellent organizational cultures which are built around humility, trust, collaboration, innovation and empowerment. Three Insights of Organizational Excellence: Results Require Ideal Behaviors: Leaders must have strong commitment and hard work towards creating a culture to achieve ideal results. The deal behaviors are expected and evident in every team member. Purpose and Systems Drive Behavior: Leaders must realign management, work system and measure improvements regularly to drive the ideal behavior required by all people to achieve ideal business results. Image Source: Shingo Prize for Operational Excellence Principles Inform Ideal Behavior: Principles are ground rules that govern consequences. This must be engaged in a relentless journey to make things better for any successful organization in the long term mission. Failure to do that will inevitably result in organizational decline. Similarly, excellence must be the quest of everyone. Shingo House of principles of Operational Excellence: The Shingo Model of four dimensions Connecting Four dimensions overlay Five core business systems 1. Cultural Enables 2. Continuous process improvement 3. Enterprise Alignment 4. Results 1. Product/Service development 2. Customer Relations 3. Administrative Operations 4. Supply 5. support system Mapping of Shingo Model Dimensions with Shingo Principles of Operational Excellence: Shingo 10 core principles of OpEx The Shingo Model Dimensions Principle 1: Respect for Individual : Cultural Enablers Principle 2: Lead with Humility Principle 3: Seek Perfection Continuous Process Improvement Principle 4: Embrace Scientific Thinking Principle 5: Focus on Process Principle 6: Assure Quality at Source Principle 7: Flow & Pull Value Principle 8: Think Systematically Organizational Alignment Principle 9: Create Constancy of Purpose: Principle 10: Create Value for the Customer Results Culture of sustainable Continuous Improvement through Kata (Routine): Leadership can change culture by routinely done through forming new habits. Making Scientific Thinking about Life Skills for Everyone is a better way for learning and developing the capabilities of our most valuable resource of our employees. Shigeo Shingo noted “Continuous improvement means trying something we’ve not done before — treading into unexplored territory”. Image Source: https://www.systems2win.com/LK/lean/kata.htm Image Source: ICEES At the end, Leaders must deeply and personally have approached overall systems thinking, understand and practice the Shingo principles over a long term mission that govern and drives their organizational success. we must ensure the behaviors of every employee of the organization in contributing synchronized and aligned with Shingo principles. A coaching and Lean learning culture for personal and organizational development that can play a signification impact in Kata thinking pattern for sustainable continuous improvement. References: 1. https://shingo.org/shingo-model/ 2. https://lean.nh.gov/documents/Shingo%20Model%20Handbook.pdf




-
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!One Touch Exchange Die (OTED) One Touch Exchange Die (OTED) indicates to setup or change over accomplished by the operator in one quick handling of the dies or tooling usually in 10-15 seconds. OTED, which is closely associated to SMED but more difficult concept in implement and high involvement of cost and effort. In Lean Manufacturing, Setup times are non-value-adding activities and reduced to zero or near zero. OTED is an outgrowth of SMED but is far more aggressive and complicated to implement, where SMED is generally considered to be done in less than 10 minutes. Actually SMED is a single-digit minute exchange of die, where OTED indicating with continuous improvement and die change are nearly instant with a single motion rather than multiple steps. SMED >> Applying ingenious methods to bring setup time to less than 10 minutes. OTED >> Advanced and challenging tool to bring changeovers less than 100 seconds Fig: Typical setup activities (Source Internet) What is set up (Change over reduction)? Set-up definition is the time amount taken to change over a piece of equipment from the last piece of a production lot to the first good piece of the next production lot. Set – up (Change overs) reduction is a process of systematic approach to reduce stop time of any machine or a process during a model or product change. Fig: Definition of Set-up (Source Internet) OTED requires the following actions: – Adjustments of Eliminations – Freedom from screw fastenings – Moving towards strength and precision – Precision and close fits – Die material and die function separations – Methods of insertion – Using of Least Common Multiple (LCM) method Fig: Example of OTED (Source: Internet) Benefits and outcomes of OTED: i) Less adjustment less errors ii) Improved customer service levels iii) Fewer shortages and stock outs iv) Improved machine efficiency & Level out production v) Labour utilized effectively vi) Reduced overall cost of quality vii) Increased Manufacturing process flexibility and capacity viii) On hand inventory reduction ix) Improved cash flow x) Increased scheduling flexibility and capacity xi) Operating conditions prepared in advance which help to stabilize product quality xii) Trial processing eliminate & material waste reduced. Set – up time reduction process: 1. Video tape the set-up 2. Separate external and internal activities 3. Shift internal activities to external activities 4. All work methods of the operation improving 5. Standardize what we been done. Fig: Set-up Reduction – Zero Limitations & Complication of OTED: If speed not up in the system, is not really an improvement: Firstly, we have to make sure that there is a need to drive down changeover and have to look for where to spend our improvement efforts in the system. The journey of OTED may not be a need for a part if other parts of the system are slower. OTED journey is also very complicated for reducing setup time on a high-volume machine. Even lot sizes to single piece with near-instant changeover, is there a way to get parts to the point of use one at a time? Sometimes, OTED may use in Localized improvements as part of a bigger plan. An improvement may happen on its own but not speed up throughput of the system. But it may be a necessary to change for others. Complication in attempting to implement flow with OTED in Lean Manufacturing: Secondly, in Lean manufacturing usually uses smaller and dedicated machines at the point of use. But this contradicts the need for one-touch exchange of die. A product-oriented work cell might remove more waste by a new, dedicated, low tech machine rather than a larger and centrally located machine capable of OTED. Also, the small machines mostly have lower maintenance costs than big and complicated machines. At the end, like all continuous improvement efforts, there is always a cost involvement to reduce changeover times. OTED is an advanced and challenging tool to make a great company to world-class or best-in-class status. With OTED, we have to understand the flow of the system clearly and gain a deep knowledge of the processes before attempting to use this sophisticated tool. Though most of the companies have a lot of room to grow before diving into graduate-level Lean work of OTED.




-
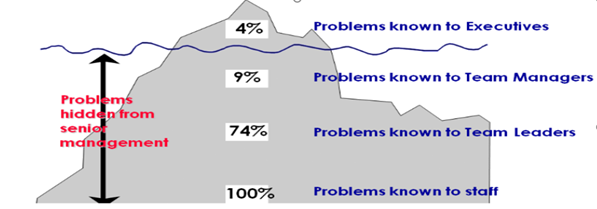
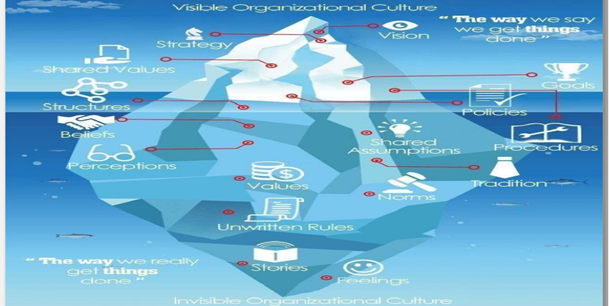
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!The Iceberg Model The Iceberg Model of culture & leadership can drive organizational success. The fundamental pillars are Strategy, leadership, and culture that define the success of any organization. Organizational culture should align with the growth strategy defined by the leadership to achieve the desired business outcome. And the leadership should uphold organizational values and beliefs through their daily activities and decisions that aids the execution of the organizational strategy. What is Iceberg Theory: Edward T Hall developed the "Iceberg Model of Culture” In 1976, where he explains that organizational culture is like an iceberg found in polar seas, around 10% of the iceberg is visible above the water surface, while most of the iceberg is hidden and below the water surface. Similar approach is applied to every organizational Culture that has the characteristic of being highly disproportionate in its actual visibility. Image credit to Internet Source: pdfproof.com Surface Culture: These are some common observation formed by people based on what they see, hear, or feel and easily visible from the outside, about organizational culture and leadership. We often called the “surface culture,” for example, vision, strategy, goals workplace ambiance, dress code, systems, policies, processes, etc., are visible on the surface. Deeper Culture: The aspects of a deeper culture are built on beliefs and values, bias and coercion, authority and competition, health and wellbeing and these factors cannot be easily perceived or evaluated as external factors. These elements are very crucial for the organization that can make or break the organization and very difficult to handle. The organizational leadership has a significant impact on changing the culture and disseminating the deeper culture through their proper actions, decisions, beliefs, and behavior. Organizational Culture: The Organization DNA is sometimes used as a shorthand for an organizations culture and strategy. Organizations DNA is the organization’s “smells” and behaves with visible and invisible elements. Organizational culture is a set of beliefs and values that drive what people do and how they do it. Culture is implicit norm that identifies the type of employee’s behavior that are accepted, rejected, encouraged, or discouraged within the entire organization. Culture influences in decision making, behavior and the motivation of employees, hence individual and company performance. Iceberg of Ignorance theory by Sidney Yoshida: Iceberg of ignorance trigger employees’ disengagement and frustration at the front line and subsequently generates high attrition and poor business performance. • “The iceberg of ignorance” by Sidney Yoshida, observed that senior level management is often removed from day-to-day business operations. For that reason, they fail to understand about the running systems and processes that affect both employees and customers. Fig: The iceberg of ignorance” by Sidney Yoshida • The study concluded in a way that only 4% of the day-to-day problems are aware of executive level, only 9% of the problems were aware of department managers, employee supervisors know of 74% of problems whereas the frontline employees know almost 100% of problems that significantly affects the quality of products or services that were being delivered to customers. Iceberg Model: Using Motivation to enhance organization performance There are many factors that determine that employees are motivated or not. To start with from the recruitment and get trained for a particular position that drives employees motivated to do his job perfectly that also triggers the highest performance of the organizations. Picture credit to 6seconds.org about Iceberg Model of Motivation To examine an employee’s highest commitment and performance to the organization both Extrinsic and intrinsic motivators are identified. Extrinsic motivators are as “above the surface of the iceberg” such as status, money & perks, praise that engaged employees checking into work, maintains and followed procedures and completing work duties in time. On other side, intrinsic motivators are resided at below the surface of the iceberg where employees are acknowledged, develop relationships, have feelings of belonging, purpose, and resulting in employees maintaining trust, innovation, commitment, and loyalty& satisfaction within the organization. The challenge persists in engaging employees with intrinsic motivators. Extrinsic motivators are tangible, measurable and always supportive to leadership in the organization. Three Keys to develop Intrinsic Motivation Employee involvement, Build relationships, Work with purpose. Iceberg Model: Organization Culture Change Organizational culture is the shadow of the leadership. Leader shape their organization culture through their behaviors. The behavior of the senior team has a direct impact of the performance and productivity of the entire organizations. Therefore, it is important for leadership to address on cultivating a great culture. Once culture developed it is very hard to change. Leaders are working as the change agent to change the organization. Image credit to TORBEN RICK – Organization culture Change Organization cannot change itself at their own. Top performance leadership teams could realize that their collective and individual behavior have a positive or negative shadow across the entire organization. The leader should perform the desired behavior as a role model and let others see & follow the desired values in action. The most difficult leadership challenges that faces are the changing the culture of the organization. Because an organization’s culture is consisting of many interlocking set of goals, processes, roles, feelings, values, communications practices, attitudes and assumptions. At the end, by understanding and practicing the iceberg theory, we can find out the root causes of the problems in the organizations and transform human behavior at a large extend by motivating, training & development. Organizational culture has an enormous impact on employee engagement, performance, productivity, overall experiences and success. Right leadership behavior, belief and actions can play a significant role in influencing culture within the organization and driving the organizational strategies to become successful organization.


-
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Shadow board in Lean 5S, is a board for organizing a set of tools. This board normally uses in the production floor. This board is also works as an organizer of the tools where particular tools should be placed when they are used or they are not used. The shadow boards having the outlines of a work stations tools marking on them. This allows operators to identify quickly the required particular tools are in use of missing. Normally the boards are located near the work station it will be used. Fig: Shadow Board Usually shadow boards are used in the manufacturing environment as a part of the lean six sigma capabilities improvement. Shadow board reduces the searching time to look for the tools. This creates an organized and productive workplace. Shadow Foam: Recently, Shadow boards is adapting to utilize tool called shadow foam and utilizing the process of shadow foaming. This was initially introduced in aviation and aerospace. The shadow foaming process around tools that silhouette to create a cut out in foam. Shadow Foam consisting of 2 color foam where the top layer is a different color to the rest of the foam. This enables an instant visual indication of a missing tool. Customizable foam creating a tool organization system to prevent tools from missing. The foam also protects toolbox tools from damage. Fig: Shadow Foam Lean 5S shadow board: This is the human behavior that people respond to images faster than words, Visual management and control monitors processes/activities without any or less communication and without any error such as shadow board. That successful implementation of shadow board can bring many operational benefits, but broadly we have divided them into six of the most important. They are safety, space, productivity, defective items, increased workplace satisfaction. Improved Safety: Safety is the most important factor of all. Tools should be kept in safe areas otherwise it can potentially cause harm to employees. Shadow boards are introduced for the purpose of the safety purposes of tools and employees. Due to the shadow board organizing tools which ensures less contribution of workplace accidents and make employees feel more confident and safer. This ensures boosting in morale and output. Moreover, a happy and safe workforce is a productive workforce. Furthermore, if team remain healthy then there will be more people available to complete jobs and increase output. Increased Space: Famous quote “A place for everything and everything in its place”. By adding tools in Lean 5S shadow boards that frees up space all around the premises. This freed space can be used more effectively for other purposes. In turn, increasing profit levels. We can use the space to stock more products and use it for future training purposes of the business. Studies shows that clutter can slow down manufacturing and production that leading to mistakes and therefore low quality output. Increased Productivity: If tools and equipment is mounted properly on a Lean 5S shadow board, this reduces search time to look for tools around workplaces. Hence in turn leads to more time spent in productive working, as a result productivity will increase. The goal of shadow boards is to help our customers with a small change which can make a huge difference. Making tools nearer and accessible means employees can complete more jobs sooner rather than having to search for them. Identified Defective items: Lean 5S shadow boards are designed such as way that all tools should be clearly visible when any item is missing or whether any tools have been lost or damaged or broken. This will alert about the real situation of the production system and help us to prevent a fall in production or stoppages due to faulty equipment. When the equipment has been replaced or fixed or repaired, these are added to the shadow board and build companies stock, meaning business can carry on as usual. Increased workplace Satisfaction: LEAN 5S Shadow system will reduce the odds of companies having disorganized workplaces. If workplaces are not kept neat and clean, that can heavily damage morale among employees. Shadow boards are proven, clean and organized workplaces where employees will feel better, comfortable and creates smiling faces that ensures more fluid workspace. There is huge impact on branding of the company culture and making employees feel proud of their work places. Continuous improvement and Economic View: Most companies searching for a competitive edge 5 S will reduce cost increase sale and more agile in the VUCA world. Lean 5S tools are a systematic approach that results a clean, safe work place, and well organized to reduced waste and enhance productivity. our customers to reap the benefits of an organized and clean workspace if the Shadow boards and production boards are used correctly. So, we can assess our business and decide on the best solution to maximize organizational efficiency. Shadow board can have significant impact on the continuous improvement initiatives and maximize the productivity and save a huge money.



-
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Heinrich’s Accident Triangle In the theory of industrial accident prevention, the accident triangle is known as Heinrich triangle or Birds triangle. The triangle first introduced by H.W Heinrich in 1931 and later expanded by Frank E. Bird (1969), It shows the relationships between Major, Minor and near miss. The triangle proposes that accidents of minor accidents are reduced then the corresponding fall of Major accidents. The triangle is regarded as a corner stone of 20th century work place of health and safety of philosophy. Heinrich’s Law has significant impact on the industrial safely long before OHSA created. Fig: Heinrich’s 300-29-1 Model and Bird Model In 1931, H.W Heinrich researched on 75000 no’s work injuries when he worked in an insurance company and wanted to reduce serious/major accidents. He surprised and notices that similar injuries pattern occurs so regularly. Then he created Heinrich’s Pyramid also called Heinrich’s Triangle or Heinrich’s Law. He observed that every 300 near missed event causes 29 minor injuries and one major injury or fatality. Henry believes that to eliminate injuries, first needed to eliminate the minor incidents. Fig: The top of the pyramid is most difficult to shift according to Heinrich’s Model Heinrich’s thoughts if bottom of the pyramids is eliminated will also eliminated the top of the pyramids. This theory is called the Heinrich’s Law. This theory is widely used and dissed today. However, from lesson learned from the Heinricks that that it helps to reduce the minor injuries overall but it does not but it does not eliminate the serious risk , injuries and fatalities at all. Its turn out that the top of the pyramid is most difficult to shift that Henricks found, It’s truly reduced the most serious incidents, also had to be focuses on Low frequency and high severity of consequences. For example, falls from height, Mobile tower accidents, Fires and explosions. In his experiment illustrates that truly reduces the near misses and minor injuries. But only tells part of the stories. To reduce the serious injury and fatality need to focuses on the low frequency and high severity events. In these approach together removes all injuries and fatalities. Heinrich believed and his research presented that majority of accidents (88%) were a result of unsafe acts of workers or caused by human decision. 10 % to unsafe conditions, and rest 2% as unpreventable. He suggested that and individual’s life experiences and background could influence them to take risks during work accomplishment. He believed that removing a single casual factor could result in preventing an accident. In 1966, Frank E Bird analysis on 1.7 million accidents reports from around 300 companies and He amended the triangle showing relationship of one major injury accident caused by 10 minor injury caused by 30 property damage accidents causing accidents that results to 600 near misses. He claimed that majority of accidents could be predicted and prevented by appropriate innovations. Limitations and Challenges of Heinrich’s Model : The Henrich model was unchallenged for many years. However, some recent studies Henrichs equilateral triangle shape was challenged. Some professional believe that the actual shape would depend on the organizational structure and culture. In 2010 report of a large gas and oil company, the original values of the Henrich’s are true only applied to large datasets and broad range of activities. Fig: Most experts and scientist are told parameters are not scientifically accurate today. Recent Research and study about limitations: In a study in 1991, in confined spaces the triangle relations were significantly different, 1.2 injuries for each serious major accidents or fatality. In UK mid 1990’s shows the triangular relationships 1 fatality to 207 major injuries, to 1402 injuries causing to three or more days lost in time injuries, to 2754 minor injuries. Henrich original file was lost since the accident figures could not be proven. W Edward Deming criticism about the Henrich’s Model: He criticizes the human actions in work places of most accidents (88%) which is incorrect to him, in fact poor management system causes the majority of the accidents. There is also criticism on the focusing on reducing minor accidents and claim that work place supervisor to ignore more severity and low frequency risk when planning works. How we can overcome the limitations: The industries are becoming changes and digitalized. Lot of IOT, POKA YOKE devices and sensing devices are used for safe working environment. Robots are increasingly used in in the hazardous activities. Digital Twin are the breakthrough technologies that can be used for industry sector. At the end, but an almost century later and in the changed and technological industrial environment and the safety sense has also changed, even today plenty of research relying that by reducing the number of near miss will decrease the major accidents which is based on Heinrich’s Principle.






-
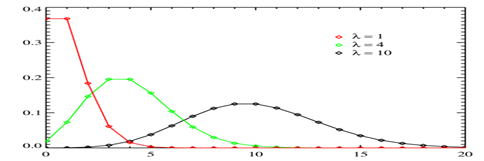
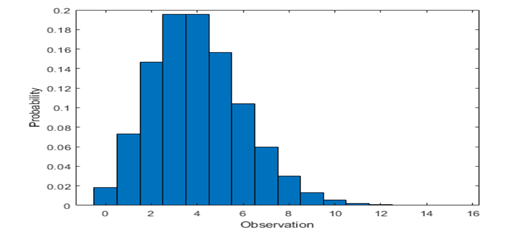
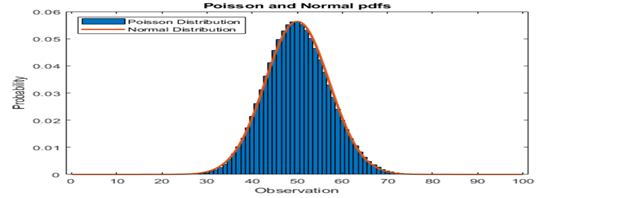
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Poisson Distribution The Poisson Distribution is a discrete function used in probability theory statistics to show how many times an event is likely to occur over a specific period. This describes an average probability of an event happening per unit (Per unit of time, cycle, event). For example, Event “A” happens, on an average “x” times per hour. It was originated by a French Mathematician Simon Denis Poisson in 1837. This distribution is used for rare events. Poisson distribution is very similar to Binomial Distribution. Binomial describes the exact probability happening number of times out of x (i.e. 10 times out of 100 or 90 times out of 1000). Fig: Poisson Distributions, (λ) Also known as μ is expected number of events occurrences on the horizontal axis. Poisson Distribution can be used as: 1. Determining variations measure will likely be from that average number of occurrences. 2. To determine the probability of maximum and minimum number of times the event will occur within the specific time period. Conditions of Poisson Distribution: 1. Number of possible occurrences is not limited. 2. Occurrences are independent. Average number of occurrences is the same from unit to unit Fig: Computing the Poisson Distribution with parameter lambda (λ) or μ = 4 Fig: The Normal distribution closely approximates with the Poisson distribution Mean and Variances of Poisson Distribution: √ When λ is large the Poisson Distribution can be approximately by the normal distribution with μ = λ and σ2 = λ (where, σ is Standard deviation and μ is Mean) √ μ is the average number of occurrence in a given time interval or region in the Poisson distribution, then the mean and variance of the Poisson distribution are both equal to μ. Note: In a Poisson distribution, μ is needed to determine the probability of an event. Poisson Characteristics: Poisson Distribution focuses on the number of discrete events or occurrences over a specified interval like Time, Length, Distance etc. 1. Discrete outcomes like (x = 0, 1, 2, 3….) 2. The number of occurrences in each interval ranging from zero to infinity (Theoretically) 3. Describes the distribution of infrequent events or rare events 4. Each events in independent of the other events 5. Describe discrete events over an interval (Time, Distance etc.) 6. Expected number of occurrences are assumed to be constant throughout the experiment. Given above condition, x is a random variable and distribution of x is a Poisson Distribution. Important Business Applying Poisson Distribution: √ Birth defects and Genetic mutations. √ Traffic Flow and ideal gap distance. √ Failure of a machine in one month. √ Queuing theory (Waiting time problem). √ The demand of a product in equals intervals of time. √ Arrival pattern in a departmental store. √ The occurrence of defects in a manufacturing units. √ Car Accidents. Examples of Poisson Distribution: 1. Check for adequate customer service staffing: Average number of services calls per hour requires 10 minutes to handle. By applying Poisson distribution formula, we can find the probability of maximum number of calls per hour that might come more than 10 minutes per hours. Then, we will evaluate the staffing are adequate to handle the calls of 10+ minute without making customer wait on hold. 2. Evaluate to financial viability to keep a store 24 hours a day: Calculating the average number of sales made by store from mid night to 8:00 am for a night shift of company ElectroCom. Using the Poisson distribution formula, we can calculate the lowest selling from store during that time, then we can determine the total running cost of wages, electricity to decide the store needs to opens 24 hours a day to make financial viable or not for the company. More Examples in the business: √ No of accidents √ No of deaths in floods √No of mistakes per page committed by typist √ No of goals games of football and Hockey √ No of arrivals at a Car wash in one hour √ No of network failures per day √ Number of hungry persons entering McDonald restaurant per day. √ No of births, deaths, marriages, divorces, suicides over a given period of time. Description of a Problem: At ElectroCom Ideas & Technologies Ltd, an average daily sales volume of Diesel Generator in whole the country is Five (5). Calculate the probability of ElectroCom Ideas & Technologies Ltd that exactly nine (9) diesel generators will be sold tomorrow. Solution: Poisson distribution formula in below equation where the mean (Average) number of events within a specified time period is designated by μ. The probability formula is P (x; μ) = (e-μ) (μx) / x! μ=5, Since five (5) diesel generator is the daily average sales by all the distributors of ElectroCom. x=9, Because we want to solve for the probability of Nine (9) diesel generators being sold tomorrow. e= 2.72 1828 since e is a constant equal to approximately 2.71828 Putting these values in the below formula: P (x; μ) = (e-μ) (μx) / x! = (2.71828-5) (59) / 9! = (0.0067) (1953125) / (3262880) = 0.036 Thus, 3.6% is the probability of selling nine (9) no’s diesel generators being sold tomorrow. At the end, a wide range of industries including medicine, astronomy, business, and sports etc. can use the Poisson distribution to examine the capability to take necessary steps to improve their operational efficiency. By analyzing Poisson distribution, the management able to better handle the peak periods by necessary staffing rearrangement and many other operational activities. Also can get into more insights to improve their operational efficiency.
-
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Escape Point The escape point is the place in the process of D8 methodology where the root cause of a problem that should have detected the problem but failed to detect so. This considers not only the root cause but also went wrong with the control system in allowing this problem to escape. The 8D problem solving process requires the team to identify and verify escape point at D4 and through D5 and D7. The escape point objective is to improve the ability of the control system so that it can detect the failure or cause if it should occur again. At the end, prevention loop explores the system that permitted the condition that allowed the failure and cause mechanism to exist in the first place. The PDCA, DMAIC, 8D all approaches have in common following scientific and methodic way to solve the problem. In addition, different phases in each approach can be mapped to the phases of the other ones. PDCA DMAIC 8D Plan Define 1. Create team & collect information 2. Describe the problem Measure 3. Interim Containment Actions Analyze 4. Identify/Analyze the root cause & Escape Point. 5. Developing Permanent Corrective Actions (PCA) Do Improve 6. Implementing Permanent Corrective Actions Check Control 7. Define Actions to Avoid Recurrence 8. Congratulate team Act PDCA: The PDCA cycle is the classic problem solving approach in LEAN also called Deming Cycle. PDA is used to solve medium size problems. The Plan phase should have done very carefully that consume high weightage approx. 50% of the total time. Act phase implies that it will start again as part of continuous improvement. DMAIC: The origin of DMAIC problem solving approach is the SIX SIGMA world. This is a 5 Step PDCA used for large problems where huge amount of data is available. Depending on the complexity and process that need to improve the DMAIC project may exceed more than three months. 8D: 8D is a problem solving methodology design to find the root cause of a problem. The structured approach formulated a short term fix and implement a long term solution to prevent difficult, recurring or critical problems and also provides transparency, drives a teams approach and increases the chance of solving problem. 8D Methodology helping to explore the control system and allowing the problem to escape. 8D is very popular in manufacturing domain because it is effective and reasonably easy to teach. This is an 8 step PDCA cycle focused on fast reaction to customer complaints such as product failed at the customer end or a delivered component. Usually first three steps should be completed and reported to the customer in three days. PSP is the same thing like 8D but used in the aerospace industries. Escape point in 8D (D4 through D6): The escape point in 8D methodology is at D4 and goes through D5 and D7. This 8D methodology requires the team for choose, verify, implement and validate permanent correction actions to address the escape point. Figure: 8D Problem Solving Methodology stages . D4- Review control system and Identify the root cause and escape point. Also, select counter measure of root cause and escape point. D5- Developing permanent corrective actions. Selecting control point improvement for the Escape point. Verification of the effectiveness for the PCA and the escape point are required. D6- Implementing permanent corrective actions. Escape point approaching in PDCA/DMAIC: In this step, the verification and implementation of the Permanent Correction Actions (PCA’s) by approaching PDCA/DMAIC to ensure the successful implementation and verified the best permanent correction actions (PCA’s) for the root cause and escape point. The 8D problem solving process is an approach to find the root cause and escape point and taking necessary actions to ensure that these are eradicated through the effective controls and actions that are embedded in the business operations. PLAN (Define, Measure, Analyze in DMAIC): The implementation of the permanent Corrective actions (PCA) in attentions to. - Validation plan of the Permanent Corrective Actions (PCA) - Removing plan of the Interim Containment Actions (ICA) as per part of the implementation of the PCA - Integrate and check for side effects - Continued monitoring plan for effectiveness of the PCAs - Plan for all necessary resources - All documentation planning process, training and communication for the implementation for the PCA. - Define clearly the team roles and responsibilities DO (Improve in DMAIC): Initiating the implementation plan for both the root cause and escape point, ensuring that all the necessary steps have been managed and followed. CHECK (Control in DMAIC): Verify the PCAs have fully implemented and integrated into the operation and business processes. Validate for both the root cause and escape points and will be carried out at this stage and on an ongoing basis. The measures for the effectiveness of the PCAs should use the same measure. ACT (Control in DMAIC): Check actions on any variation from the plan or expected outcomes. Validation: Validation is performed usually under defined operating condition on the final product or process. Validation is the proof that is developed after implementation has taken place, over a period of time and must: - Follow successful verification & Provide a data driven before and after implementation. - Ensure & Check the implementation does not introduce a new problem or side effects At the end, Escape point can effectively use in DMAIC project also to ensure the product quality released by internal and external customer and subsequently to have one or more non conformities to the product, specification and contract requirements. Also, reduced customer complaints due to fast response. Through elimination of root causes improved quality control system and is highly achievable for business operations.

-
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!RICE Scoring Framework Why Prioritization framework: For a product manager, at any given time, product backlogs are always highly populated with new product ideas, extensions, suggestions, requests, demands etc. But resources are always limited and product team can work only few initiatives simultaneously. Team cannot choose items on random basis or cannot prioritize the demands of the strongest voice of the team or most vocal customer. Product managers prioritize the projects that support the product vision and most strategically beneficial initiatives for the organization. RICE Scoring model for prioritization: RICE is a prioritization framework approaches quantitative measure and designed to help product development teams to determine which products, features, and other initiatives to put on their product roadmaps by scoring these features and initiatives according to four factors. These factors are Reach, Impact, Confidence, Effort (RICE). RICE scoring model can offer product team below benefits: i) Enables product managers to make better informed decision. ii) Eliminates or minimize personal bias in decision making, iii) Help them to defend their priorities to other stockholders for example the executive staffs. History of the RICE scoring model: Intercom, a renowned Software development company has developed and formulated the RICE roadmap prioritization model to improve their own decision process. The RICE score formula applied consistently across even the most disparate types of ideas, giving the team an objective way to determine which initiatives to prioritize on their product roadmap. Working model of RICE scoring: The completive product ideas such as New product, Product extensions, new right features etc. are evaluated by RICE model by scoring them according to RICE formula given below: Reach: Reach represents the number of users or paying customers that would be directly affected by this feature during a set of period of time over which want to measure month/quarter. Such as, customer per month, Transaction per month, actions per month, free trail signups or how many existing users try new features. For Example: if project estimates to deliver 1200 new prospects to download to trial download page within next month and that 30% of those prospects will sign up the Reach score is 360. Impact: Impact is defined by the overall contribution of a certain feature or initiative to product, reflected by the benefit users will get from the said feature or initiatives. This reflects how many new conversions of project will result in, when users encounter it or a more qualitative objective for example customer delight. Impact scale involves on estimation. So, Necessary questions to ask- Will this feature improve conversion rate? Will it help retain users? Does it improve the ease of use significantly? Impact is difficult to measure precisely. So, Intercom developed five tiered scoring system for estimating project impact. 3 for “MASSIVE” impact, 2 for “HIGH”, 1 for “MEDIUM”, 0.5 is for “LOW”, and 0.25 is for” MINIMUL” For Example: For each user who see this will have a huge impact. The impact score is 3. Confidence: The metric accounts for the confidence our product team have in the estimations they made. RICE helps control projects in which team has data to support one factor of score but relying more on intuition for other factor. The Reach score having data but impact score represents more anecdotal evidence. Questions to be asked: How extensively can data support our estimates? For Example, Confidence score is measured for a given project, Options are 100% for “HIGH”, 80% for “MEDIUM”, 50% for “LOW” confidence. Effort: Effort represents the amount of work that are required from product team to build a feature or finish a project. RICE as a cost benefit analysis, the other three components are benefits while effort that represent costs, Value types are, Person- Months, Project – Hours etc. Questions to ask: How much time will a feature require from all our team members? To finish onboarding example Planning this projects with several weeks with at least 6 persons one month of design time roughly 186 days. For Example: New On Boarding flow project, Reach = 2000, Impact =10, Confidence = 90%, effort: 186 days For this example, RICE Score = (Reach x Impact x Confidence) / Effort = (2000x10x90%)/ 186 = 96.77. The product team select the best score among all RICE scores. Conclusion: The RICE is a popular framework for product management team enabling confidence to prioritize strategically most impactful, beneficial features and initiatives. Also, RICE helps team quickly create a consistent prioritization framework to ship better products to stay competitive in the market.

-
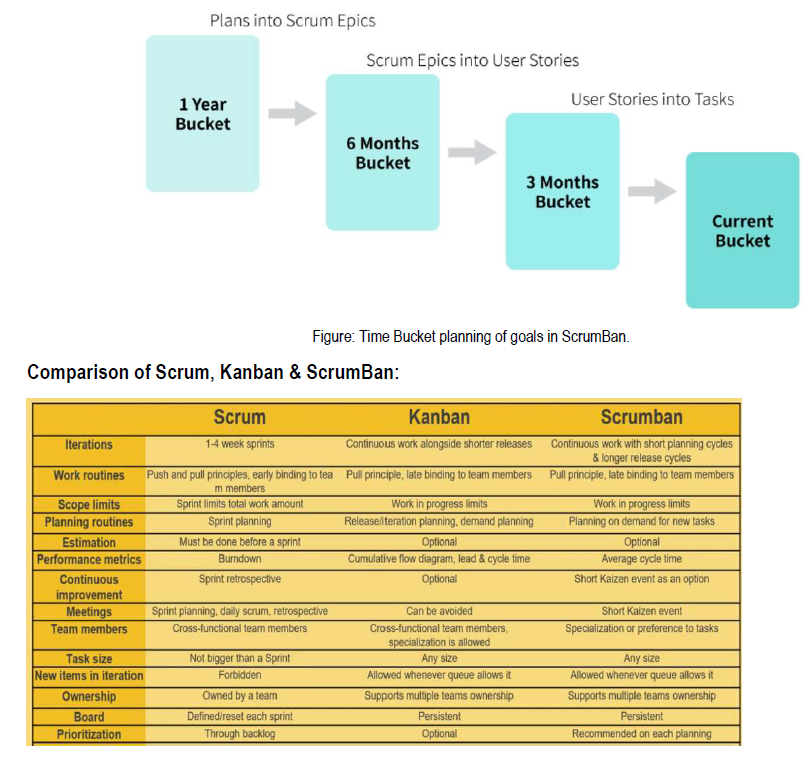
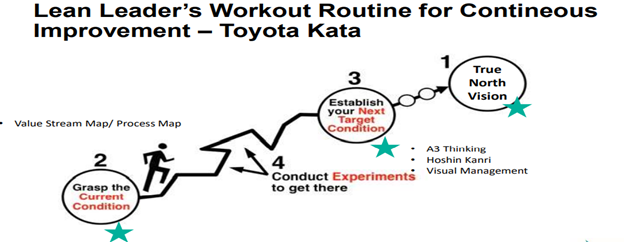
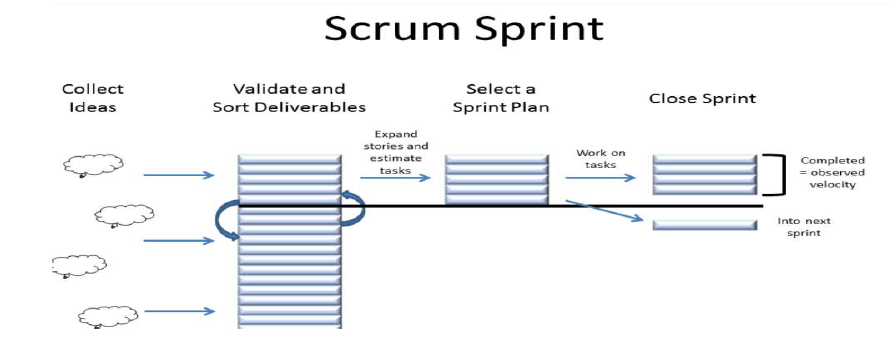
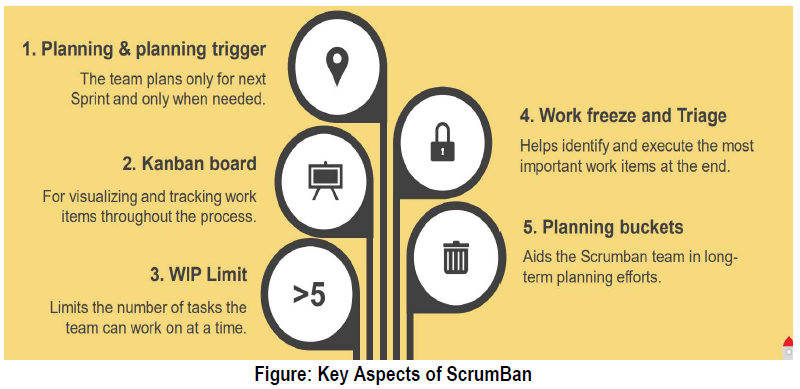
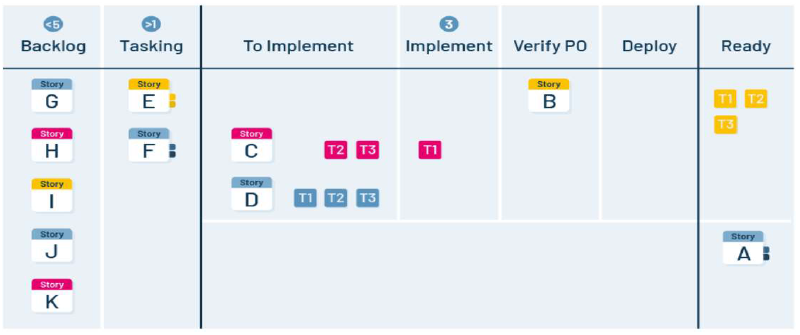
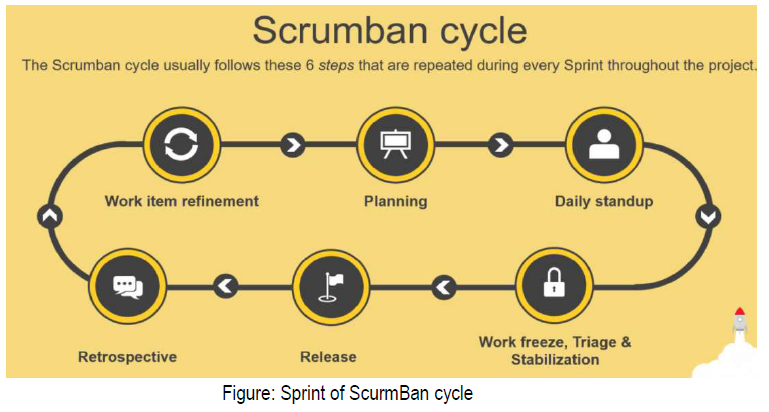
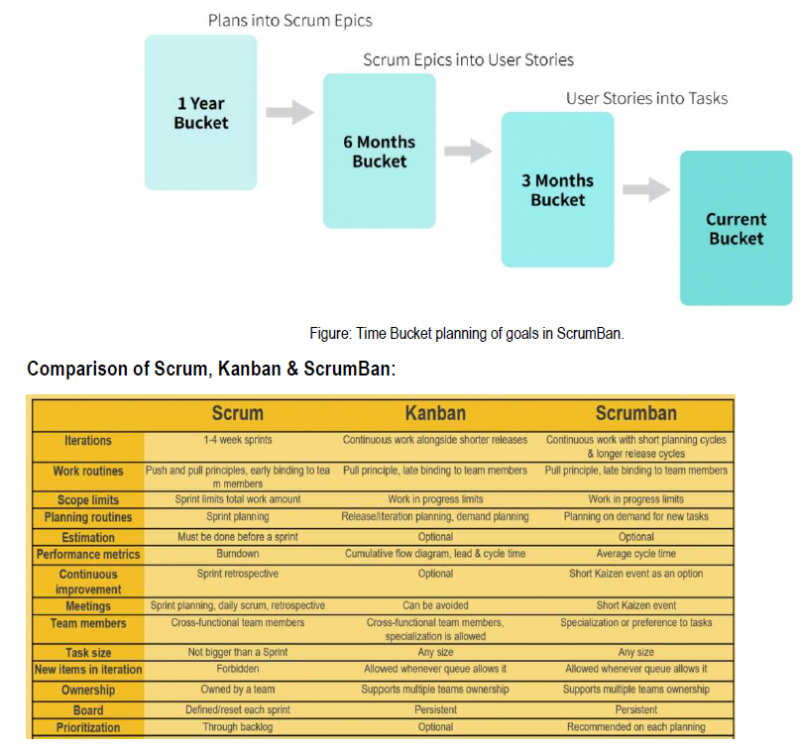
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Time Boxing in Agile Project Management Time Box is a very important principle in Agile Project Management world. In Agile practice , there is a fixed time box or time limit for every activity but scope is not fixed which in contrast with the traditional project management methodologies where time and scope is usually fixed. Scrum and Kanban are popular among many Agile practices. Scrum is the most popular prescriptive agile framework relies heavily on the concept of time box. Key strength of Scrum are i) fixed requirement ii) Deadline (Time box) where Kanban believes on continuous flow having several other advantages are WIP, flexibility. Both Scrum and Kanban has certain limitations. Mr. Corey Ladas invented ScrumBan methodology in 2008 by amalgamating the iteration based structure (Time Boxed) of Scrum with focus on work in progress and continuous flow of Kanban. Time allotted for each event in Agile projects of 1-week sprint. (Maximum length of sprint is 4- Week) Events Time hours/week Sprint Planning 2 hr Standup meeting 1hr 20 min Development Activity 35 hr Sprint Review 1 hr Sprint Retrospective 40 min Table: Example of 1- Week Sprint Some advantages of Time Box: i) Enforce prioritization ii) Focus and creates sense of urgency iii) Enforcing transparency iv) Creates development rhythm & increase productivity v) Drilling down the important task that will save time, money & resources. Challenges in Time Box: Scrum works terrifically for small to medium size teams (Team Size 10 or fewer sprint length 1- Week to maximum 4- week). But large enterprise projects with the goal of consistently delivering customer demand with expectations for example of a product unit of a 150 people or business unit of 600 to 1500 people or more the Time Box strategy breaks down. Quality sometimes sacrificed due to high priority placed in achieving deadlines (Time Box). Moreover, when comes creative development or innovative activities the Time Box may not work well. Also, the time box approach is inherently fragile in large scale due to high complexity and dependency related project. Beside the team level Scrum, Kanban system is used throughout the most popular and successful scale agile framework (SAFe) including the team, program, solutions and portfolio Kanban system. Each Kanban system helps to improve the flow of value through continuous delivery pipeline in cadence. All teams (Scrum & Kanban) have a synchronized Tact/Sprint Duration. SAFe framework suggests a program increment (PI) period of 5 sprints and has a duration of 10 Weeks (Time Box). ScrumBan: ScrumBan team employ Scrum as their chosen way of working but use Kanban to view and understand work flow and continuously improve their process. Iterations in ScrumBan occurred as continuous work with short planning cycles & longer release cycles. Tasks are taken up using the “PULL” principle from the backlog items on the ScrumBan board. Figure: ScrumBan Board Once all current backlogs are done and backlog columns are empty, then there is a trigger for the next planning. So planning can happened on demand as needed. ScrumBan Cycle of Sprint in Project Management: ScrumBan Cycle usually follows below steps during every sprint throughout the project Time Bucket Size Planning in ScrumBan: One important feature is that ScrumBan users have the ability to long term plan instead of focusing on current situation. At the end, Time Boxing, a key component of Agile project management methodology and becoming the prime project management practices day by day. Many successful projects are executing on this concept and quickly gaining skyrocketing popularity over traditional project management methodology due to its agility and quick time to market. Also, improves measurable productivity and creates a self-organized cross functional team working environment that energize the team to do their best work and improves the overall business agility,

-
Mohammad Mahmudul Hassan replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!The purpose and scope of DMAIC project: By implementing the DMAIC Six Sigma methodology, an organization can enhance the efficiency of their products, processes or services. The purpose of Define phase is to understand customer’s needs, identify the problems and opportunities for improvement in the current process and create high-level view of process. Project charter is created to officially start the project that authorizes to apply organizational resources to project activities by the project leader. It also provides direct link between project and strategic objectives of the organization. Project Charter ensures alignment by the stakeholders about the deliverables, milestones, roles responsibilities of everyone in the project. When the project is approved and signed the project is officially authorized. The charter can have a long term impact on Six Sigma DMAIC projects ultimate success. Project should focus on proper changes, right deliverables, on time accomplishment Project scope is a vital part of the project charter in the Define phase of the DMAIC project. Scope describes the product, service, result boundaries and accepted criteria. Scope management is more concerned with defining and controlling what is included and what is not included in the project, the scope may include: The start time and stop time often outlined in SIPOC diagram The project duration The process boundaries, within scope or out of scope The sub processes involved The locations such as the states, the territories, the countries, continents Necessity to Change in Scope: Change request is a formal proposal to modify deliverables or baseline. When issues found when project is being performed then Change request can be raised. Project change request are needed when it is deemed necessary to change the scope of the DMAIC project. Most of the scope changes will affect the budget and schedule of the project. Project leader, sponsors, steering Committee and stakeholders with the standard process for managing changes. Steps of Change approval: 1. The Project Leader will make decisions to analyze to proceed with scope changes. 2. Changing impact on scope will be forwarded to the Steering Committee for review. The Steering Committee will give input and suggestions to the Project Sponsor. The Project Sponsor will make the final decision, based upon the information provided by the Project leader and the input of the Steering Committee Project Management Lifecycle & Six Sigma DMAIC methodology both are working on the principle of Plan-Do- Check-Act (PDCA) cycle. In Project Management Life cycle allows to generate proper change requests initiating phase to control phase. Approved scope changes are controlled and ensured the project remains on schedule, within budget and provides the agreed deliverables to internal and external customer. • Upon direction from the appropriate authority process change requests executed • The impact of changes is communicated to appropriate personnel • Small changes allowed to be managed with a minimum of overhead cost. In conclusion, in DMAIC project allows to change & manage change (proper & justified) from Define through to Control in every phase of the DMAIC upon proper approval. Scope management with properly defining and controlling what is included and what is not included in the project is necessary to avoid unnecessary scope changes.