

Vijay_Krishnan
Members
-
Joined
-
Last visited
Everything posted by Vijay_Krishnan
-
Control Limits vs Specification Limits Control Limits are derived from the process variations while specification limits are derived from the customer requirements. First let’s look at the definition of both these terms Control Limits: Control limits are drawn on control charts to represent the Upper and Lower Limits of the acceptable range for a process. A process is said to be out of control when the data goes beyond these control limits. Typically control limits are set at 3 times the standard deviation. Specification Limits: Specification Limits are targets set for the product or process by the customer, a regulatory body or the end user. Specification limits can be quantified as the point where the losses due to variation in the product or process is equal to the benefit of the same. Generally, the spec limits are drawn on a histogram.


-
Training Within Industry (TWI) is a dynamic and proven method of hands-on learning, practice, training, coaching and certification which develops frontline supervisors, team leaders, and workers as the foundation of sustainable results in the workplace. TWI was first introduced in 1940 by the United States Department of War during the World War II and operated within the War Manpower Commission until 1945. It was originally developed to meet the high demand for wartime materials from a smaller and less-experienced workforce. By the end of the War over 1.6 million workers were trained in over 16,500 different plants and received certification. The program continued in Post-war Europe and Asia to enable reconstruction. Training within industry remains relevant even after more than 80 years because of its unique methodology which empowers the frontline. It is most notable for inspiring the concept of Kaizen in Japan and later became the foundation for the Toyota Production System. TWI initially consisted of 4 basic training programs distilled from a large number of experimental methods tried and discarded due to the sheer intensity of the war situation. The Four Programs were: · Program Development (PD) – The meta course taught that those with responsibility of training to assist the line managers and supervisors in solving production problems through training. · Job Relations (JR) - The course taught supervisors to deal with workers effectively and fairly. It emphasized the lesson – People must be treated as Individuals. · Job Methods (JM) – The course taught workers to objectively evaluate the efficiency of their jobs and to systematically evaluate and suggest improvements. Though the work breakdown was also a part of the course the students were taught to critically analyse each step and see if there was reason enough to carry out the work in that way by asking a series of questions. They were encouraged to eliminate, combine rearrange or simplify and apply the new method by selling it to the “boss” and co-workers and obtain their approval based on safety, quality, quantity and cost, standardizing the new method and giving credit · Job Instruction (JI) – The course taught trainers to train inexperienced workers faster. Instructors were taught to break down jobs into closely defined steps and show the work procedures while explaining the key points and the reasons for the key points, then observe the trainee attempt under close coaching In order to market their services TWI developed the Five Needs of the Supervisor – Skill in Leading, Skill in Instructing, Skill in Improving Methods, Knowledge of Work and Knowledge of Responsibility. Each TWI Program was based on Charles Allen’s four point method of Preparation, Presentation, Application and Testing. TWI Benefits · Ability to quickly build skills, stability, safety and confidence in the workplace · Helps creating the essential foundation for standard work, continuous improvement, operational excellence and lean initiatives · Creates positive employee relations, resolves conflicts, increases cooperation and motivation. · Develops front line people as engine for sustainable results in the workplace. Relevance for the Modern Industry TWI and it’s impact and its relationship with Kaizen and TPS is something I’m reading for the first time though I’ve been into Six Sigma, Lean and Continuous Improvement from a long time. With my personal experience of establishing and running two new LED Lighting factories I can very much relate to this concept to the steps we undertook as a team to develop competence and transfer knowledge from one unit existing before I joined the company in 2015 (with 24 workers – one team one brand) to the other 2 larger units in 2016 at Bhiwandi (33 workers – 2 teams, 2 brands) and 2017 in Ahmedabad (80 workers 1 team, 1 brand to 2022 - 130 workers – 5 teams & 3 brands, 2 product lines). Though we did not have a formally documented train the trainer program the transfer of knowledge was based on the below principles which were very much on the lines of TWI. - Respect for the individual, Worker, Supervisor or Staff - Empowerment of frontline supervisors including access to ERP and email - Training, handholding and Coaching through experience sharing - Empowering line supervisors to interview and select workers after skill test - Annual in-depth appraisal reviews for Supervisors and Staff - Competence mapping and grading of all workers and increment basis their scores - Focus on retention, rewards and recognition, employee engagement and feedback - ISO 9001 QMS as a framework for organizing the entire working methodology, developing procedures, processes, work-instructions and formats in Product Development, Purchase, Stores, Production, Quality, Testing, Packing and Dispatch - Using ISO 9001 QMS framework to instill spirit of continuous improvement In conclusion I could affirm that possibly our ramp-up time and initial error rates would have been significantly reduced if we had applied the TWI concepts. The TWI concepts lives on in various production systems and techniques that we still apply in day-to-day factory management albeit for more peaceful purposes.
-
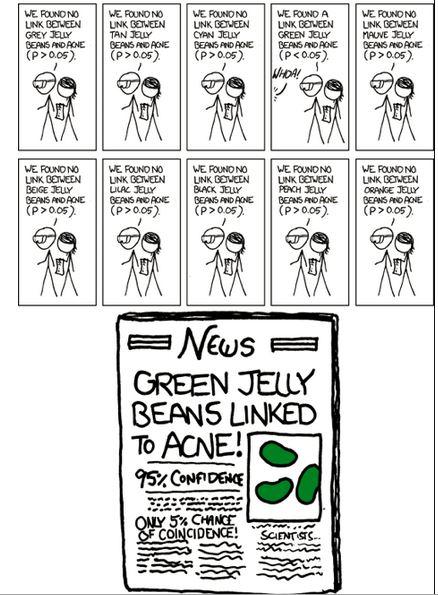
What is Data Dredging? Data Dredging, P-Hacking or Data Fishing is a data mining practice that is unethical where large amounts of data are analysed seeking any possible relationships between data. It could be termed as cherry picking of promising findings leading to spurious excess of statistically significant results in published or unpublished literature. Unlike the scientific method where we begin with a hypothesis and follow with an examination of data, data dredging often is used for leading to premature conclusion to support the intuition or mal-intent of the analyst. Data dredging sometimes results in correlation between variables concluded as significant though the data requires further study before such association can legitimately be determined. For example, during the Coronavirus pandemic of the 3,00,000 odd published articles more than 50% of them lack authenticity “cut corners, many of them were very hastily done, many of them were very unreliable with hugely exaggerated results, hugely wrong results sometimes” as put forth by Prof. John Loannidis, Professor of Medicine at Stanford Prevention Center. Over reliance on p-value A p-value of less than or equal to 0.05 is generally considered as statistically significant. This points to a strong evidence against the null hypothesis. In order to gather significant data, investigators often pick the data suitable to their desired conclusion. The harmful effects of data dredging are: Increases the number of false positives Increased bias of the study Mislead other investigators Decreased range of probability Wastage of resources May lead to retraction of publications and stopping of funding Decrease the sanctity and belief among common people on scientific studies How to prevent data dredging? - Following strict guidelines for conducting studies - Relying on other methods such as confidence interval, decision theoretic modelling, likelihood ratios and Bayesian factors than just p-value - Use AI and ML methods to detect possible use of data dredging technique References https://www.bihealth.org/en/notices/how-did-the-coronavirus-influence-research https://journals.plos.org/plosmedicine/article?id=10.1371/journal.pmed.0020124 https://s4be.cochrane.org/blog/2021/06/25/what-is-data-dredging/ https://imgs.xkcd.com/comics/significant.png under Creative Commons License 2.5 Randall Munroe. xkcd.com (Image Courtesy) https://s4be.cochrane.org/blog/2015/07/28/data-mining-data-dredging/
-
Multi-Voting or Nominal Group Technique (NGT) voting is a decision making method that is used to narrow a large list of possibilities to a final selection of top priorities. Multivoting is preferable to straight voting because it allows an item that is chosen by all while not allowing the first choice of any to be the topmost option. Use of Multi-Voting Multi-volting is typically used right after brainstorming or other techniques of idea generation when the exhaustive list of ideas has to be narrowed down. This technique is always used for a decision made by a group judgement. Procedure 1. List all the ideas generated by brainstorming in a numbered list 2. Apply affinity diagram or other methods to combine or group similar ideas 3. Decide on number of votes each person in the group has, usually five per person 4. Each member is given a voting sheet on which they individually rank five options in order of preference. Highest preference gets score of 5 , next one gets 4 and so on 5. Tally the votes and record them on a flipchart/whiteboard 6. If a decision is clear, stop, else briefly discuss on the votes if there are many items with same score in the final tally 7. If necessary, repeat the voting process after discussion 8. Prepare the final list of narrowed down options for further work Benefits · - Simplicity of the technique, Less time consuming · - Streamlines the process of finding the highest priority or most supported ideas · - Allows full participation of all team members irrespective of their experience or expertise · - Allows for silent contemplation after a supercharged brainstorming session · - Allows for the idea with the broadest support to win Limitations - - Some very useful or creative choices could be totally ignored while applying multivoting - - Effectiveness of the brainstorming and voting strongly depends on the composition of the group Example Let's explore how Multi-voting can be used in a real life case in the below example 1. Problem Statement: How to improve the process of recruitment/hiring at ABC Corp 2. Brainstorming: Team brainstorms on the problem and generated. Clarify each idea and use affinity diagram or other grouping methods to group ideas or eliminating any duplicates 3. List of Ideas: Prepare a final list of ideas and distribute list to participants as a voting sheet 1. 4. Voting : Allow 10 minutes for voting where each participant ranks top five ideas. If the list of ideas is larger you can also use the formula of N/2 +1 to decide on the total number of votes each participant gets. Top idea gets a 5, next 4 and so on… 5. Final Score: Collect the voting sheets and combine the rankings. Idea with the maximum score is shortlisted for further action and development Hence, we have a list of 3 ideas for further action 1. Process Digitization - Off the Shelf Solution 2. Streamline Application and Interview Process 3. Rework Job Descriptions Remarks In the above example we have been successful in shortlisting 3 ideas out of a possible 12 for further action. There seems to be a broad consensus on the topmost priority options. Limitation of the process is that some brilliant idea which could be a game changer could be left out of further exploration due to its low/no score. However, after the project is underway one could always revisit other possible ideas to improve the process. References: https://lucidspark.com/blog/techniques-for-group-decision-making https://accendoreliability.com/multi-voting-one-vote-better/ https://asq.org/quality-resources/multivoting https://www.health.state.mn.us/communities/practice/resources/phqitoolbox/nominalgroup.html https://topworkplaces.com/how-to-improve-employee-recruitment-process/




-
Five key reasons why Lean Six Sigma projects fail are as below Absence of a sense of urgency No Buy-in from management or key stakeholders Benefits of project not clearly quantified Lack of resources and skills Long time frame for results Professor John P Kotter's 8 Steps of Change Management beautifully integrates into the LSS DMAIC framework providing the right kind of ammunition to propel LSS projects towards success and sustenance. First lets have a look at what these 8 steps are and then delve into just 3 of them which I believe can be transformational for LSS projects Create a sense of urgency Build a guiding coalition Form a strategic vision and initiatives Enlist a volunteer army Enable action by removing barriers Generate short-term wins Sustain acceleration Institute change LSS projects are generally initiated when an organization believes it requires a structured approach to process or business improvement. What is really required in this scenario is for the management to create a sense of urgency for the here and now of why the initiative or project is important for the company. A burning platform helps build the required buy-in when the key stakeholders recognize the criticality of the initiative to their survival and growth as an organization. This also helps to convince the management to devote significant resources in time and effort for the success of the project. The buy-in generated by this sense of urgency helps to rally the key stakeholders to form a guiding coalition which would keep the steam throughout the project's execution. What is also crucial during the execution of the LSS project is that the team achieves and celebrates several short term wins or reaps the low hanging fruits in order to keep the team motivated and inspired to go the full distance. The below diagram shows where in the DMAIC process each of the steps of Kotter's Change Management can fit in.

-
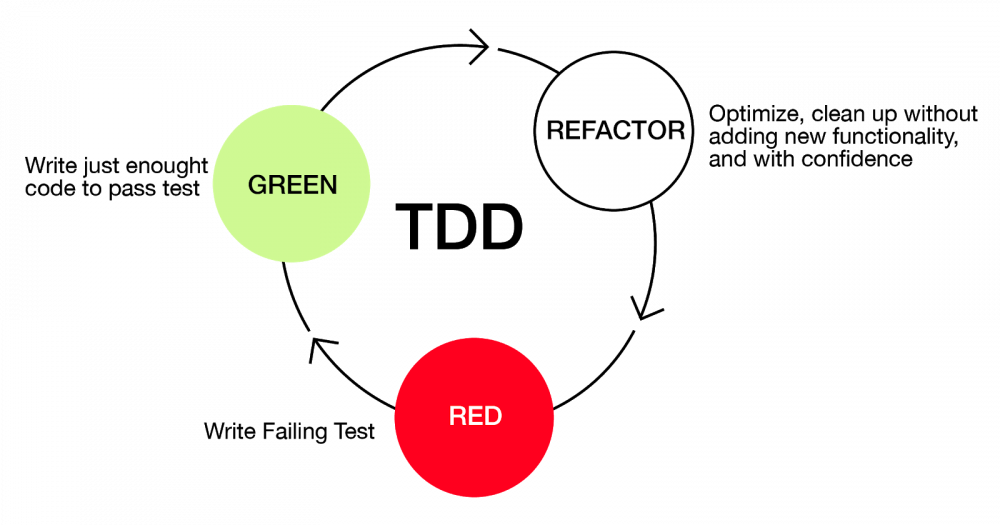
Refactoring or more specifically Code Refractoring is a process by which a computer code is restructured without changing its behaviour. Restructuring makes the software more maintainable and extensible by improving the design, structure and implementation of the software without changing its functionality. Refractoring might also help developers to detect and fix dormant bugs and potential vulnarabilities. Applied to mechanical product design, refactoring would be a process of refining a design with a rapid prototyping and testing cycle used along with tools such as Deisgn FMEA that results in a more refined design before finalization. Refactoring is usually performed before adding major updates or features. Interestingly, another perfect time to consider refactoring is when you've actually delivered the product. This could be the best time to do some housekeeping on your code to clean it up and make it more understandable. Code refactoring could be avoided if you're going to revamp the complete software since it would be better to start from scratch. In agile development refactoring is seamlessly integrated in the process itself so much so that build test and refactor cycle is a continuous process.
-
Human-centered design (HCD) is a creative approach to problem solving where human perspectives are defined in all the steps. It’s a process that starts with the people you’re designing for and ends with new solutions that are tailor made to suit their needs. In the process of Human-centered design we start with building a deep empathy with the people you’re designing for, as an old UX adage does “walk a mile in the user’s shoes.”, generating multitude of ideas, building and testing prototypes with the people you’re designing for and putting the solutions into use. The design process generally can be divided into three phases. Inspiration Phase: In this phase designers learn directly from the people they’re designing and come to deeply understand their needs. Ideation Phase: In the Ideation Phase you’ll make sense of what you learned, identify opportunities for design, create concepts and develop prototypes of all possible solutions. Prototypes are tested by the users Implementation Phase: Solutions are finalized and implemented with a complete feedback loop. As the user and use cases evolve so does the solutions too. Examples Lets understand the concept of HCD by taking the example of couple of every day use products. TV Remote: Traditional TV remote has a multitude of buttons and functions and is generally very complex to understand and use. Usually the user uses the remote to change channels and control volume. Considering that most of us are technically challenged anyway designers applied HCD to create a simple interface for the remote. The resulting design is simple, elegant and very functional. Ketchup Bottle: This is another classic example of how HCD can be applied to obtain an innovative solution. With the traditional glass bottle it was always difficult to get the entire ketchup outside the bottle. Heinz designed a bottle that was not only inverted and made of plastic, thus making it easy to squeeze our the entire contents of the bottle. Benefits: 1. Customer complaints or issues are minimal since all aspects of the design has been tested and verified with the customer 2. NPS for such products is usually very high and therefore you will get a lot more customers via references 3. Customer retention is also very high since the design process itself would cement a long term relationship with the user leading to repeat orders


-
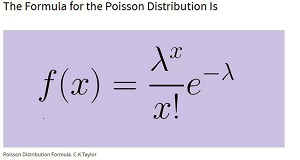
Poisson distribution , named after French mathematician Siméon Denis Poisson is a probability distribution used to show number of times an event occurred in a given time period. The poissons function is a discrete variable in that it can take only whole number values and cannot take fractions or decimals. This distribution can be used to estimate how likely it is that something will happen "X" number of times. e is Euler's number (e = 2.7182..) x is the number of occurrences λ is equal to the expected value of x when that is equal to its variance Some examples at my workplace · Number of Luminaires arriving at the packing line between 5 and 6 PM · Unplanned absentees from production on any given working day at the factory · Orders waiting for dispatch after cut-off time of 7PM · Complaint calls received by complaint team on a given day
-
Escape point During a problem-solving exercise using the 8D or 8 Discipline approach it is often essential to observe where exactly the process failed to identify a defect. This process step at which the failure to detect the problem occurred is called the escape point. A 5 why analysis or a Root cause analysis using an Ishikawa diagram could be used in this step (D4) to help discovery of the escape point. The objective is to strengthen the process at its weakest links to prevent further recurrence of the problem. Some examples of escape points Problem Root Cause Escape Point Incorrect component on PCB Untrained operator Line set-up, Board final inspection Powder coating defects on housings Inadequate cleaning before coating 7 Tank Process inspection Incorrect pricing of products Approved price master not used Invoice approval, ERP validation
-
Noise factors in the context of manufacturing or experimentation are process or design parameters that are expensive, difficult or sometimes impossible to control. As opposed to Control Factors that are essentially process or design parameters that you can control. For example, while developing a printer the type and grade of paper the end user uses would be a noise factor. Or for a baking process the ambient temperature and humidity would be a noise factor. Common types of noise factors are: environmental factors such as temperature and humidity, customer usage, part-to-part variations and Product deterioration. A common way to overcome the effects of the noise factors is to force variability in noise factors during experimentation and then from the results of the experiment, identify optimal control factor settings that make the process or product resistant, or robust to variation from the noise factors. In the above example of a printer development, during experimentation, the manufacturer could test several paper types to determine control factors that reduce the effect of paper type on printer performance.

