

premkumar thirunavukkarasu
Members
-
Joined
-
Last visited
-
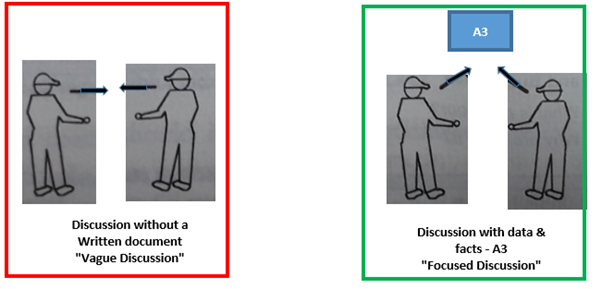
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!A3 Problem Solving: It’s a practice started in Toyota later adapted in lean methodology. There is a huge difference between the movies before the 1930 and after, yes your guess is rights its about the sound. The same logic applies when we discuss about the problem in shop floor with or without a Print / Soft copy document which describes the Problem status. To bridge the gap, A3 Problem solving tool in place. A Typical A3 Problem solving tool standard, looks as above. (The Yellow text box comments indicates “HOW TO”) The sequence of A3 tool as follows: 1) Theme or Brief about the problem (one or two line) 2) Current (initial condition) in a quantified way 3) Target, in specific 4) List of action with Plan vs Actual 5) Peformance indicators for visualing the progress 6) Closure with Signature This is is not a one time document, its to be used whenever required. It serves in following situation, during the problem solving for discussion, communicate to the team and then for learning (reference) for future. An unique nature in this tool, there is no specific time line to complete the standard. Based on the severity of the problem, shall differ. Although the A3 is typically on one page in size, there can be additional pages for backup documenting. A better processs to start, ask the project leader for a proposal using A3 without formatted layout and fine tune it with format for a noble A3. Also A3 (297mm x 420mm) tool, shall customize it to suit the requirement for solving any problem. Apart from the format & how to use it, further will discuss about how its helps for building a continuous improvement culture. The composite essence for building any continuous improvement culture are: i) Simple in use ii) Communication iii) Innovation / Kaizen All the above three components are well harmonized with A3. A3 – for usage its very simple, when compared to other tools A3 – Its ease to communicate a single A3 sheet, continuous improvement is a complicated “THE MINDSET” able to disrupt because of its minimal size when compared to other tools. A3 – Any innovation / kaizen able to fit in A3, may need a detailed back up its apart but when considering a quick, simple to prepare and ease to communicate A3 is well ahead.

-
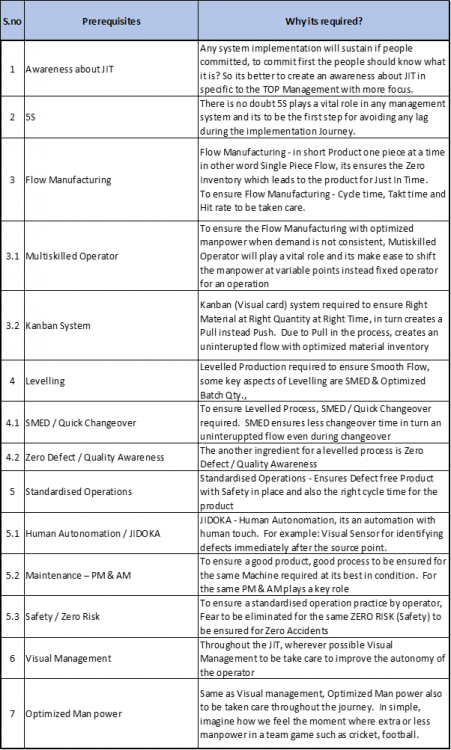
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!JIT – Just in Time is a part of Toyota Production System, yes its originated in Japan. In an overall it looks like more focusing on Inventory Management, but in practical the approach will make other issues visible and also towards solving the same. Any approach or a concept needs a foundation, same way JIT also requires following Pre requisites to make it efficient. Pre requisites: 1) Awareness about JIT 2) 5S 3) Flow Manufacturing 4) Levelling 5) Standardized Operations In another view all above are Primary Prerequisites and to support the primary prerequisites, secondary prerequisites are as follows: 1) Visual Management 2) Optimized Man power 3) Multiskilled Operator 4) Kanban System 5) SMED / Quick Changeover 6) Zero Defect / Quality Awareness 7) Human Autonomation / JIDOKA 8) Maintenance – PM & AM 9) Safety / Zero Risk For ease understanding, summarized as below: In Brief, take care all the anomalies related to "reducing the phase of process flow and also the reverse flow".


-
premkumar thirunavukkarasu changed their profile photo
-
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!In the human history, most of the inventions are happened in unexpected situations. Velcro the material used now in cloths idea came from burdock burrs that fixed in cloths of Swiss engineer George de Mestral Alps while he gone for hike in Alps. It became popular after it was later adopted by NASA, and became commonly used on sneakers, jackets, and so much more. Microwave oven invented by Percy Spencer an engineer, when he was working on a radar-related project. While testing a new vacuum tube, he discovered that a chocolate bar he had in his pocket melted more quickly than he would have expected. Further investigated and started experimenting by aiming the tube at other items, such as eggs. Spencer concluded that the heat the objects experienced was from the microwave energy. Wilson Great batch - invented pacemaker while working on, to build a heart rhythm recording device. The idea found by pulling the wrong one in the circuitry. He installed the ill-fitting resistor and noticed that the circuit emitted electrical pulses. It made him think of the timing of the heartbeat. Of course further he worked on to reduce the size to fit for use. All the above are evidence of inventions or solutions for a problem, able to evolve from linking functions & sub functions. The Morphological Matrix is a systematic & also a creative tool which links functions & sub functions and leads to solution for a problem. Morphological Matrix / Morphological Analysis / Morphological Chart recorded in a morphological overview method developed in the year 1960 by Fritz Zwicky, an astronomer from Switzerland. In this able to explore all possible solutions to a complex problem. Let us see further step by step creation of Morphological Matrix: 1. Problem Description: As usual like any problem solving approach, first step is to define the problem in precise way. Example: Let consider a customized MATERIAL moving device. Based on a number of conditions safety, power, transmission etc.,. 2. Recognize dimensions: The outcome of this phase is to identify what is important for solving the problem. To solve the problem, its to be divided into different dimensions further leads to potential parameters that can solve the problem. The dimensions may means of the functions. Such as auto braking system in safety... 3. Properties: There are more options, which is more directly related to number of Functions. Another key component in this phase is creativity. For example, the functions are Steerable, Ease Handling.. 4. Combining: By making random combinations, there are many solutions that may be applied. Further a Morphological Chart or Morphological Overview can be made, which is visualised as a matrix. By combining each dimension, all possible conditions are summarised and further it is possible to look at new ideas this creates. 5. Evaluation: In this phase possible solutions should be evaluated. If a solution is not consistent or is unusable, then a cross will appear in the appropriate field of the matrix. That solution is excluded. 6. Implementation: In this final phase, identified solution to be implemented. To strengthen this approach its agreeable to include following tools: Mind mapping, 6 thinking hats and Brainstorming at appropriate stages. Initial framework for the above example as below: MORPHOLOGICAL ANALYSIS CHART (IN GENERIC) FUNCTIONS MEANS Function 1 Type 1 - Means to fulfil function 1 Type 2 - Means to fulfil function 1 Type 3 - Means to fulfil function 1 Type 4 - Means to fulfil function 1 Function 2 Type 1 - Means to fulfil function 2 Type 2 - Means to fulfil function 2 Type 3 - Means to fulfil function 2 Type 4 - Means to fulfil function 2 Function 3 Type 1 - Means to fulfil function 3 Type 2 - Means to fulfil function 3 Type 3 - Means to fulfil function 3 Type 4 - Means to fulfil function 3 Function 4 Type 1 - Means to fulfil function 4 Type 2 - Means to fulfil function 4 Type 3 - Means to fulfil function 4 Type 4 - Means to fulfil function 4 First level: MORPHOLOGICAL ANALYSIS CHART FOR MATERIAL MOVING DEVICE FUNCTIONS MEANS SAFETY Auto Piloting Controlled Speed Sensor Overweight sensing alarm 360 degree visibility for Driver LIFTING Chain Operated Hydraulic operated Pneumatic operated Magnetised POWER Electric Gasoline Petrol Diesel Second level: Visualise the above with more possible to improve the flow of thinking. Then arrive the list of solutions by checking the feasibility of implementation from the list of solutions. Above matrix is simple and generic, but based on situation and expertise feasable to link across the rows and column. The another key feature of this approach is easily adopt across all sectors verticals & horizontal such as manufacturing, service, New Product / Process developments
-
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!To before getting in to the methods of how the objectives realized in Economies of scale Vs Customization, first will understand the concept Economies of scale & Customization… Economies of scale: Economies of scale are cost advantages of an organization experienced when production is efficient, as costs can be spread over a larger amount of goods. Imagine only one car is produced in a car manufacturing plant with full resources, whether profit able to realize by the organization? Exactly you are right, there will be no profit in the above case. The profit will be realised only when mass quantity done in a car manufacturing plant. Thus Economies of scale will be realised when product quantity exceeds to meet the profit. The other key aspect of Economies of scale as follows: - Higher production levels - Business size is very related to the Economies of scale - There are both internal & external factors related to Economies of scale Following are the main reasons for Economies of scale why leads to lower per-unit costs. i) Specialization of labour and more integrated technology boost production volumes. ii) Lower per-unit costs can come from bulk orders from suppliers / market / customer base or lower cost of capital. iii) Spreading internal function costs across mass units produced and its leads to reduce costs. Let’s move to the other part of the bridge, “Customization” … In brief, Customization is defined as to make or alter to individual or personal specifications. The background of customization starts from the early stages of human history; customization is the another symbol of pride & sophistication. There is always space (now in the competitive market with more) for customized product in the market and leads to growth of the business. The key aspect of customization are: - Continuous business - Comparatively satisfied customer - Comparatively quite individualistic manufacturing process Now it’s time to conclude, how we can realize the objective of both Economies of scale vs Customization? Ø Flexibility in Manufacturing: Recently a leading car manufacturer converted their line conveyor method to flexible line to meet the supply immediately according to the changes in market requirement, by adapting a flexible manufacturing system able to meet the Economies of scale & Customization. Ø The other approaches (of course still evolving) in manufacturing which meets the both sides are Micro manufacturing, hyper-local manufacturing and additive manufacturing. Ø Mass customization is the another method to meet the objective of Economies of scale & Customization, it is the process of delivering market goods and services that are modified to satisfy a specific customer's needs. This is a marketing and manufacturing technique that combines the flexibility and personalization of custom-made products resulting in low unit costs because of mass production. Ø Further take the advantage of Artificial intelligence & Machine Learning analyse the market and understand the behaviour of market strive the business approach towards the same. Ø Other suggested solution is Minimum Viable Product approach, at the early stage of launch of product keep it in minimum performing (basic requirements of mass customer) then customize based on the individual requirements. Ø Finally, ensure the Me-Factor customize the things that will add a difference to your customer in other way know what matters to your customer and the deal breakers. Apart from all the above approaches, further add two more real life views for thought process. Once Henry Ford indicated “Your customer doesn’t know what he required so don’t ask your customer what he wants, instead of car may his view will need a cart to add more horse for increasing the speed of travel to complete the required distance” Steve Jobs, introduced the iPhone at a stage where there is an unexpected market by combining three machines camera, MP3 Player and a personal computer. In simple, a visionary thinking from customer point of view.
-
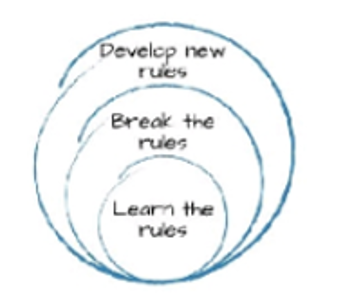
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!What is ShuHaRi Principle? To get into the stages of ShuHaRi & usage of its during Lean Six Sigma Implementation, lets first try to understand it… There are number of real life examples around us for demonstrating ShuHaRi Principle, for ease understanding let’s consider the scenario of a Coach and the player (trainee). Stage 1 - Sachin Tendulkar at his early age learned & followed the teachings by his coach Ramakant Achrekar Stage 2 – In his middle one-day cricket career, after 70 one day matches became the opener in one-day cricket and broken the rules for first 15 overs Stage 3 – At his later career, he developed the new rules against world’s leading bowlers Shane Warne, Glen Mc Grath… Same as in the above real life example, there are 3 stages in Shu Ha Ri. ShuHaRi is a Japanese martial art concept which describes the stages of learning to mastery. The translation of Shu Ha Ri from Japanese to English as follows "to keep, to fall, to break away". ShuHaRi can be demonstrated in concentric circles, with Shu within Ha, and both Shu and Ha within Ri as below. The fundamental techniques and knowledge don’t change. In the first Shu phase the student should follow the coach in a strict and loyal way; at this stage the student is not ready to innovate. The other way of interpretation of this concept is “To become a leader, first he should be a follower first” Now will see, how this concept is used in implementation of Lean Six Sigma: Stage 1 – “Shu” - During the start of First project, the team should follow the Lean Six Sigma Expert. This approach ensures the positive result of project in turn it creates confidence for the team members. Stage 2 – “Ha” - (Second) project, the team should consider the Lean Six Sigma Expert only as an adviser in other words assistance to the project. Through this approach the team learnt by doing in a practical way in other ways it’s a hands on approach. Stage 3 – “Ri” - Moving forward (Third) project and following project, the team will manage individually the project without the Lean Six Sigma Expert as a team member or leader. Now they are creators of their own project. As indicated in Chinese proverb “give a man a fish and you feed him for a day; teach a man to fish and you feed him for a lifetime”. By using ShuHaRi concept its better to teach the team to solve the organization problems on their own instead in other way. The growth of an organization is also depending on growth of each individual in an organization, the individual growth ensured through ShuHaRi principle.
-
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Edwards Deming once indicated “In God we trust, all others must bring data” the statement well related with this HiPPO effect, How & Why? Its as follows, will start with what is HiPPO effect? HiPPO is short form Highest Paid Persons Opinion; the term was first coined by Avinash Kaushik in his book Web Analytics: An Hour a Day. Anytime you experienced in your meetings, even though data presented in depth for decision making some time bosses will come with a decision based on this assumptions!!! When a HiPPO (Highly Paid Persons Opinion) is part of the meeting and whatever the data, sometimes the group will often defer to the judgement of the HiPPO. The other key characteristic of HiPPOs is most experience and power. Once their opinion is spoken, views of others are usually shut out. Why it’s a deterrent for data drive decision making? A Study from Rotterdam School of Management indicates “Projects led by junior managers had a higher success rate than those led by more senior ones”. For ease understanding wish to link with a real example at this moment “A Leading two wheeler manufacturer decided once upon a time to serve the market only with Motor Bikes & a big no for Scooters” event the data supports the country suffers with heavy traffics and in need of ease personal transportation. Because of the decision now the competitors are leading in Scooters, but no wonder still the leading two wheeler manufacturer deals only with Motor Bikes”. At this DATA driven moment, HiPPO leads to a culture let’s wait for boss instead entrepreneurial mind-set at all levels. How to Overcome HiPPO effect? Build a culture towards open minded discussions, the instead the tree organization structure create a JAZZ type organization structure. Ensure able to connect any employee to the top management. Fix trigger rules for the defined Key Performance Indicators and record the results, even at the state of failure of business due to defined trigger rules ensure it as a learning and revise the trigger rule accordingly. Nowadays even in the area of defence, moving towards autocratic instead bureaucratic to ensure the agile in action, the other way to overcome the HiPPO effect is to create trust between the team. There are some other practices to avoid HiPPO effect, they are: - Clear Meeting Rules - Open house meetings - On spot Reward & Recognition for right opinions / suggestions One of the main key characteristic for a good organization or society or culture or country is to RESPECT INDIVIDUALS.
-
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Overall Equipment Effectiveness To understand why it’s not possible to achieve a perfect OEE of 100%, first its better understand what its constitutes? OEE Constitutes of 3 Factors they are Availability, Performance Efficiency and Quality. OEE = (Availability X Performance Efficiency X Quality) Availability = Machine Hours Available for Production / Machine Planned Hours for Production *Machine Hours Available for Production = Machine Planned Hours for Production – Losses Performance Efficiency = Actual Output / Theoretical Output Quality = Ok Quantity / Total Production The losses under this 3 factors further identified under 16 Categories which related Man / Machine / Material, they are: 1. Breakdown 2. Setup & Adjustment 3. Tool Change 4. Start up 5. Minor Stoppage and Idling 6. Speed Loss 7. Defect & Rework 8. Shutdown 9. Management Loss 10. Motion Loss 11.Line organization loss 12.Distribution loss 13.Measurement & Adjustment loss 14.Yield Loss 15.Energy Loss 16.Die, Jig and Tool Loss In the above 16 Losses, most of them are not able to eliminate even at the stage of automation at 100%. In short and for ease understanding lets divide the 16 losses under the category Man / Machine / Material. In the above list 1 to 8 related to Machine 9 to 13 related to Man And 14 to 16 related to Material. First in the case of Machine, even at the case of advanced Predictive Maintenance it needs some time to restore for at its working condition. The restoration is must due to common behaviour Wear & Tear in machine. Therefore, in machine there is only one option to choose its reduce loss instead eliminate the loss. Reduction of losses in Machine, in turn it will impact the Availability factor in OEE. Moving to the next category Material, there is no such process designed without variation. Where variation leads to out of specification at a specific time, in turn leads to defect & rework. In case of a defect, it will affect the “Quality” in OEE. Last Category Man, most of the losses related to Man able to eliminate through Automation and Line / Layout design. But however, Man working at constant speed at its highest level is an imaginary. In such condition, it affects the Performance Efficiency in OEE. In summary, losses related to Availability, Performance Efficiency and Quality is un avoidable at a certain point. Therefore 100% OEE is not possible at all scenarios.
-
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Minimum Viable Product (MVP): Minimum Viable Product is a version of the product, to develop the product based on the customer expectations & experience. The experience for the customer is done by launching an early stage version of the product which meets the basic requirements for the early customers. Getting insights through MVP is less expensive when compared to launching a product with advanced features, which causes increase in cost and risk due to failure of the same. In the way of ROI vs Risk or Effort, the MVP is in the upper left quadrant of ROI on the vertical axis and risk, which correlates directly to effort and time to market, on the horizontal axis. Graphical represent as below: In further go, the very simple way of understanding MVP is the experience in kitchen “while cooking a dish you tasted a bit at start for finalizing the quantity of ingredients to be added for serving”. Origin of the term was in the year 2001 by Frank Robinson who defined it and then popularized by Steve Blank and Eric Ries. Features of MVP: Ø Able to test the product with minimal resources Ø Learning in an accelerated pace Ø Reduction in engineering hours Ø Less time to launch for early customers Ø Good base for building the product further Popular Products launched using MVP: Mostly the tech based organizations taken the advantage of MVP due to its features. Following are the list of generally known products launched using MVP – 1. Facebook 2. Airbnb 3. Amazon 4. Twitter 5. Uber 6. iPhone Some of the journey, briefing as follows: Facebook: The Facebook as it was called when they launched, the MVP did was connect students together via their college or class and let them post messages to their boards. Also the simplicity of the Facebook is one of the key reason for its traction of students towards it. This allowed almost all of the features that came after to build on that success. AIRBNB: Short term ease renting at affordable cost by eliminating the middle persons is the key mission statement behind Airbnb. Brian Chesky and Joe Gebbia lived in an apartment in San Francisco and had difficulties for paying their rent. That's when they decided to give a try and to realize their dream to start a business. To test it they provided accommodation for those who came to town to attend a design conference. Brian and Joe took a few pictures of their apartment, created a simple web page and soon enough had 3 paying guests. Further AIRBNB expanded. AMAZON: Amazon started off selling books online, challenging the global book sellers. Amazon focused on the books at a low price in the year 1994 with a simplistic web design was all it took for the company to grow and branch out to towards current state.
-
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Muda, Muri and Mura: It starts with Toyota Production System & Key concept of Lean, the overall system is surrounding all about the elimination of this three objects – Muda, Muri and Mura. All the three are Japanese words and their meanings in English as follows: · Muda means "futility; uselessness; wastefulness in ease understanding its - WASTE” · Muri means “unreasonableness; impossible; beyond one's power; too difficult; in ease understanding its – OVERBURDEN, STRAIN” · Mura mean unevenness; irregularity; lack of uniformity; nonuniformity; inequality; in ease understanding its - IMBALANCE” Further going MUDA classified in 7 types they are simplified as “TIMWOOD” Whereas: § T indicates Transportation § I indicates Inventory § M indicates Motion § W indicates Waiting § indicates Overproduction § indicates Over processing § D indicates Defect Muda, Muri and Mura in Healthcare: Muda in Healthcare– In the way of 7 types of waste in Healthcare, 1. Transportation Waste: Any transportation which does inefficiently and does not add value to final output is a waste, For example: § Patients are moved from department to department § Medication is moved from the pharmacy to where it is needed § Supplies are moved from storage to the floor 2. Inventory Waste: Storage which does not required for the specific time and which blocks the space, money & consumes resource is known as Inventory Waste. For example: · Overstocked consumables such as Cotton, bandage · Pre-printed formats · Unused bedside equipment 3. Motion Waste: Motion refers to unwanted human movement in the overall process. For example: · Movement of staffs due to hospital layout not consistent with workflow · Movement of staffs due to Supplies are stored at not required place · Movement of staffs due to Equipment located at inconvenient place 4. Waiting Waste: Any resource in the overall process, waited (can’t flow) due to any reasons at a stage is known as Waiting waste. For example: · Patients and physicians waiting for test results · Out patients waiting to be admitted to the hospital · Patients waiting for discharge report after medically ready 5. Overproduction Waste: In manufacturing production more than required or planned is Overproduction but today its not more equally relevant to this Healthcare, however there are few instance likely. For example: · Diagnostic test recommended at unnecessary moment · Ordering medications which is not required by the patient · Over staffing during non-peak hours 6. Over processing Waste: Over processing refers to any process done addition to the specific requirement, in manufacturing the simple example is polishing the surface than the requirement specification. In healthcare, For example: · Ordering complex diagnostic imagery for a simple bone fracture which is visible in X ray · Proposing surgery instead alternate simple medical treatment · Treatment by specialists even when it’s possible by non-specialist 7. Defect Waste: Any product or process which does not meet the minimum required specification is a defect. For example: · Wrong surgery · Wrong testing reports · Unhygienic conditions in operation theatres Muri in Healthcare: In Healthcare Muri “Overburden / Strain” visible in overall process, any activity which cause overburden or strain to the human resource (even though it’s a part of process) is known as Muri in Healthcare. For example: · Continuous working than the shift due to absent in next shift or some other · Continuous expose to Bio Hazards (Radiation from X ray machines etc.,) · Diagnosing in a dim light, low ventilated area Mura in Healthcare: In Healthcare Mura “Imbalance or Inconsistency” we can relate any process which is not consistent. For ease understanding the imbalance in a continuous production Assembly process is different cycle time for multiple stages. The same context is not able to directly suit the Health care, but similar in Healthcare context as follows: · Single receptionist for admission process while incoming patients are higher than usual · More staff nurse for a Single Specialist or vice versa · Delay in a specific task in the overall surgery (some time Anaesthesia process takes more time than planned, due to other tasks delayed and specialist in queue to complete the task) Thus Muda, Muri and Mura related to Healthcare, all are able to reduce or eliminate with the help of Lean tools.
-
premkumar thirunavukkarasu replied to Vishwadeep Khatri's topic in We ask and you answer! The best answer wins!Brooks's law is an observation about software project management according to which "adding manpower to a late software project makes it later" It was first termed by Fred Brooks in his 1975 book The Mythical Man-Month. According to Brooks, there is an incremental person who, when added to a project, makes it take more, not less time. Brooks’s law, working principle: Ø Adding an unskilled or untrained member in an already project will lead to project delay further due to training and new problem because of unskilled/untrained Ø If overhead increases in a project, the time taken for communication for synchronising team will increase further leads to project delay Ø In case of a complex task, not possible to divide as workable tasks. Even you divided it will create more chaos which results in project in other way specific tasks takes its own lead time due to technological limit even adding manpower will not support in reducing lead time Applicability: Ø Its only applicable on ALREADY LATE PROJECT, not for all other situations Ø If specialist added during the RAMP UP (Project at delayed stage) period, it will not affect by Brooks law Ø Due to modern practices such as Continuous Integration will take care of communication at any such situation Ø A precise Design Pattern will simplify the distribution of work Application on Lean Six Sigma Project: Ø Based on Brooks Law its understood that a clear frame work to be defined at start of project to avoid the delays due to adding a new man power in the project team. A clear frame work help in setting roles & responsibilities therefore if any member left the project team its now ease to take a decision which Subject Matter Expert required as a replacement in the team to complete the project on time. Ø Advantage of digital to be considered, for bringing the team in a focused way instead confusion due to communication within the team Ø The Cons in line to Brooks law for a Lean six sigma project: - Complex tasks will be completed by its own time, further adding man power at Ramp up stage will not help

