
Topics
-
Fifty-five women engineering students completed an AI bootcamp focused on rural Karnataka. Participants developed AI-based solutions after visiting villages and conducting field interviews. The She Innovates bootcamp partnered with several organizations to achieve its goals. This initiative aims to boost women's participation in AI and entrepreneurship. It encourages AI applications for rural development and community-focused sectors. View the full article
-
Besi's quarterly orders more than doubled, fueled by AI and hybrid bonding technology. The company saw increased customer adoption of its advanced chip packaging solutions. Demand for AI applications continues to drive growth in data centers. Besi anticipates revenue growth between ten and fifteen percent. This strong performance aligns with other semiconductor sector reports. View the full article



Leaderboard
-
D. Nandakumar
Lean Six Sigma Black Belt1Points11Posts -
B.Ravi Sankar
Members1Points16Posts


Popular Content
Showing content with the highest reputation on 09/19/2023 in Posts
-
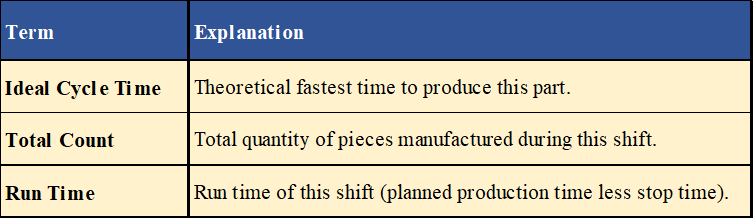
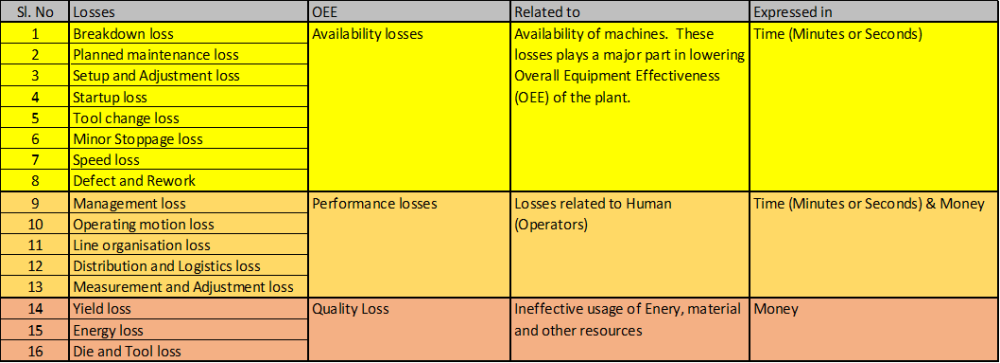
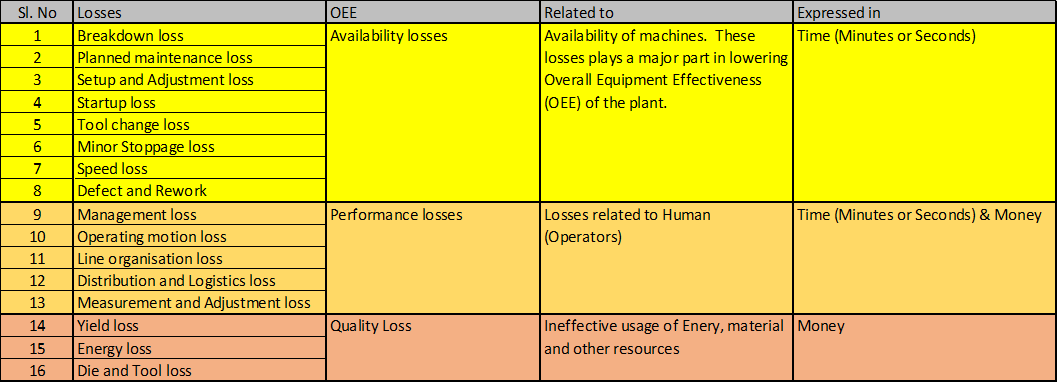
1 pointAvailability is one of the three parameters in OEE calculation, Performance and Quality are the other two parameters used in OEE Calculation. Before to understand, How the factors being mis calculated. We need to understand the Calculation of OEE. In General, OEE Calculated as follows: OEE (Overall Equipment effectiveness) = Availability x Performance x Quality Where, Availability = Run time / Planned Production time - Run time is the difference of Planned production time to Stoppage time - Performance is the ratio of (Ideal cycle time x Total count) to Run time - Quality is ratio of Good count to Total count Availability: Availability loss includes all events that stopped planned production needs to be accounted. Such as - Unplanned machine stoppage’s due to Equipment failure - Material shortage and - Planned Stoppage such as changeover time. Performance: Performance Loss considers all factors that causes the Machine to operate at less than the required possible speed when running (includes Slow speed and Small Stops), Performance is calculated as the ratio of Net Run Time to Run Time. Practically, calculation of Performance is as follows, Performance = Ideal cycle time * Total count / Run time Where, Ideal Cycle Time is the theoretical fastest possible time to manufacture one piece. When it is multiplied by Total Count the result is Net Run Time – the theoretical fastest possible time to manufacture the total quantity of pieces. Example: Ideal cycle time – 1 minute Total count – 300 Pieces Run time – 420 minutes Performance = Ideal cycle time x Total count / Run time = 1* 300 / 420 = 71.4% Quality Calculation: Quality Loss considers the manufactured pieces that do not meet quality standards. Which includes the pieces that are reworked. In practice, Quality is calculated as ratio to Good count to Total count. Calculation of OEE: OEE considers all 16 losses like Stop Time Loss, Speed Loss, and Quality Loss resulting in a measure of actual productive time. OEE = Fully Productive Time / Planned Production Time Practically, OEE is calculated as: OEE = Availability * Performance * Quality If the equations for Availability, Performance, and Quality are substituted in the above equation and then reduced to their simplest terms the result is: OEE = Good count x Ideal cycle time / Planned production time We have seen how the OEE is calculated, now we can review each type of loss and its relationship to Major goals to improve OEE is to reduce the 16 Major losses, 16 Major losses are given below for reference, Capturing the Losses precisely will provide insights to act appropriately to improve the OEE. Similarly, Inaccurate capturing or not capturing of losses correctly leads to inflated value of OEE. Example: In Manufacturing process, Equipment loss is availability loss. Equipment failure may be due to following reasons like, - Tooling failure - Breakdowns, and - Unplanned maintenance. But in-correct capturing or tracking of above details may give more or inflated value in Availability time. In-correct capturing or recording happens due to following reasons. o Improper training or No Training o No clarity in recording of data. (Like Machine stoppage and Measurement and Adjustment losses recorded in Machine stoppage) o No proper SOP o No Real time capturing of machine running and stoppage details. o Complex way or No way of capturing and recording of details. Solution: 1. Policy can be set in SOP. Like any downtime longer than two minutes should have a reason associated with it shall be considered Equipment Failure. 2. Real time capturing of Machine stoppage and running time, etc., Real time capturing will give accurate details to capture availability. – Appropriate mechanisms or software’s can be fixed in machines to capture these data. 3. Training of Operator’s, Supervisors and concerned personal’s on Procedure’s Ø How to record the data? Ø What to record? Ø Which type of losses? Ø Friendly Data sheet used to capture the losses? Etc., 4. Visual Work instruction/SOP in workstation. 5. Wherever possible, Optimum conditions needs to be set. Eg: Machine Speed, changing of tools using SMED, etc., Thus, by recording and capturing the details accurately leads to Perfect calculation of Availability and provides correct OEE calculation.


 1 point
1 point -
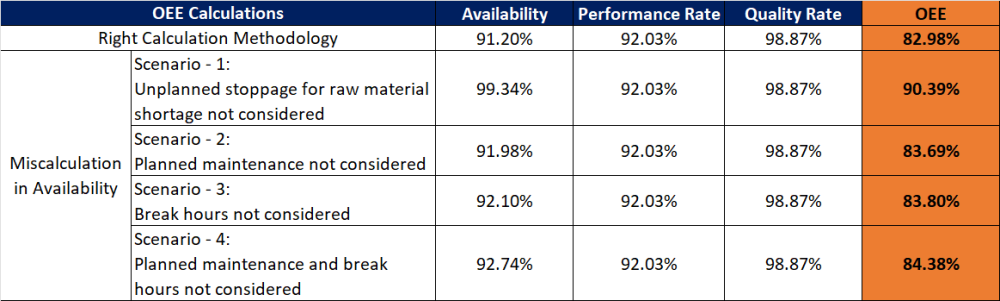
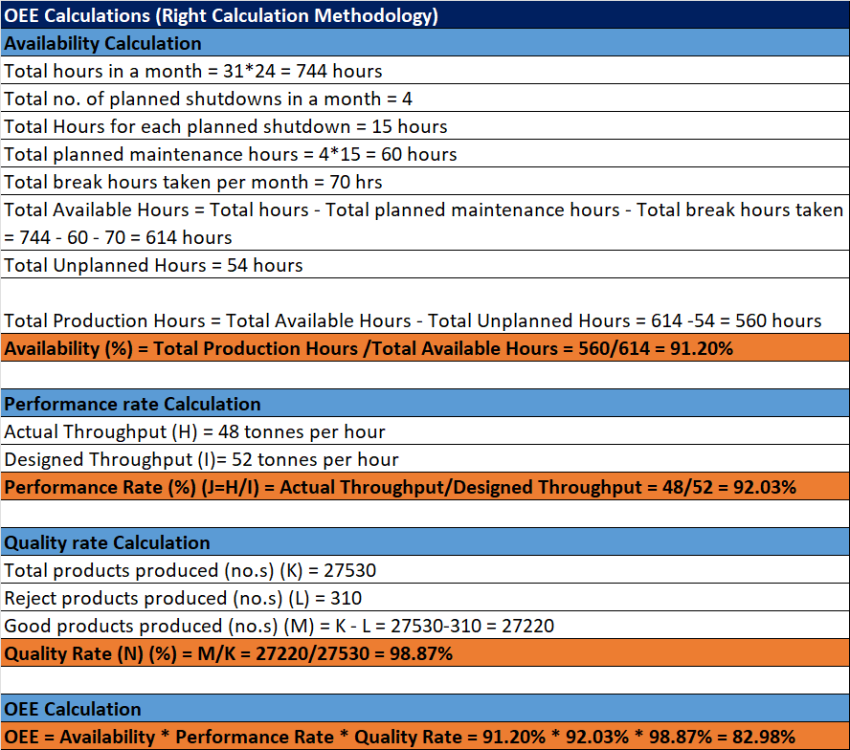
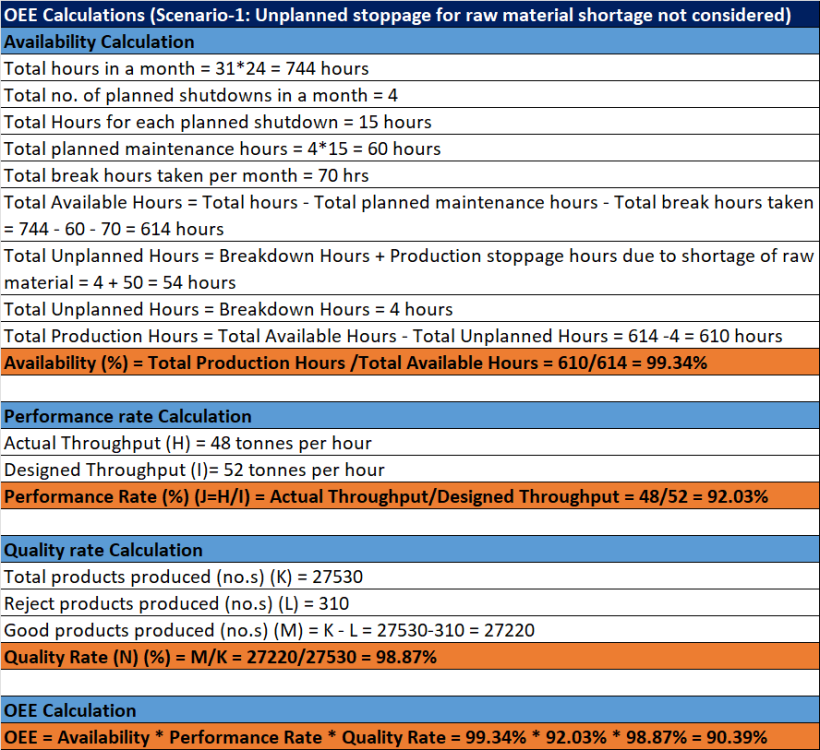
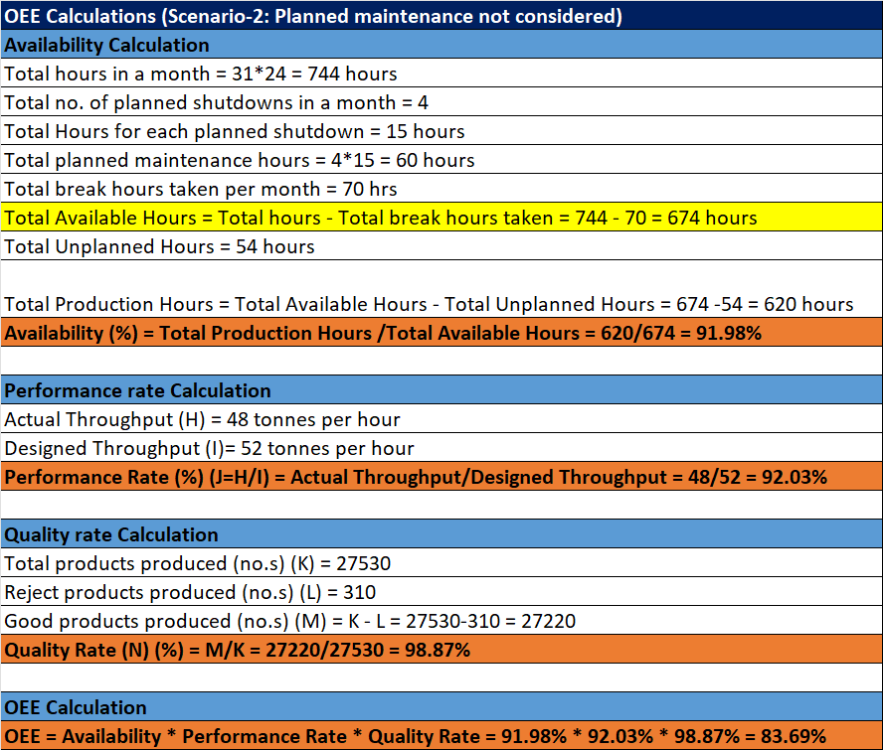
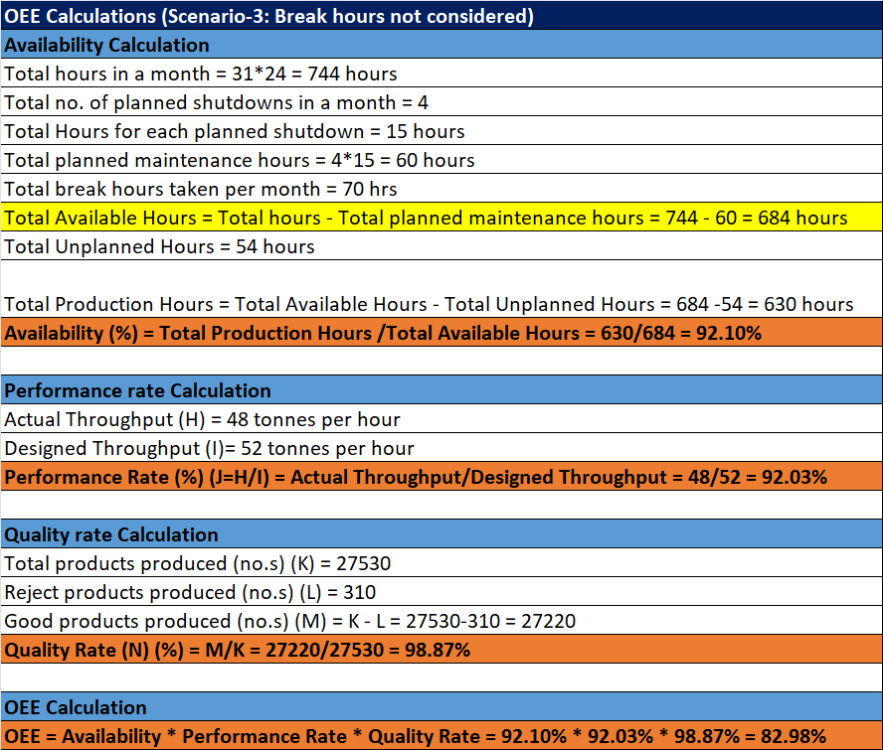
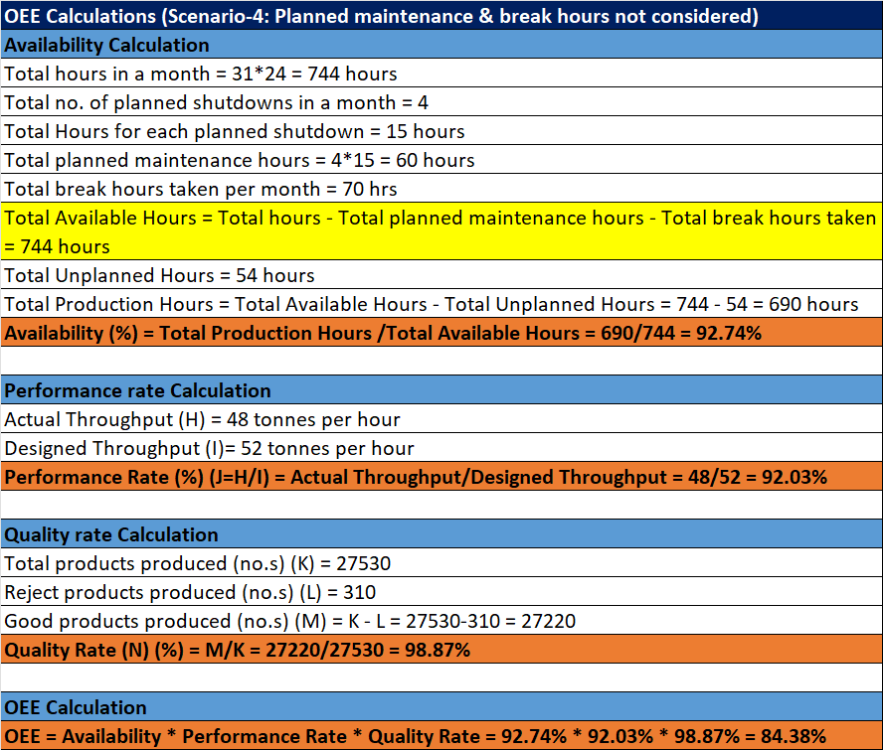
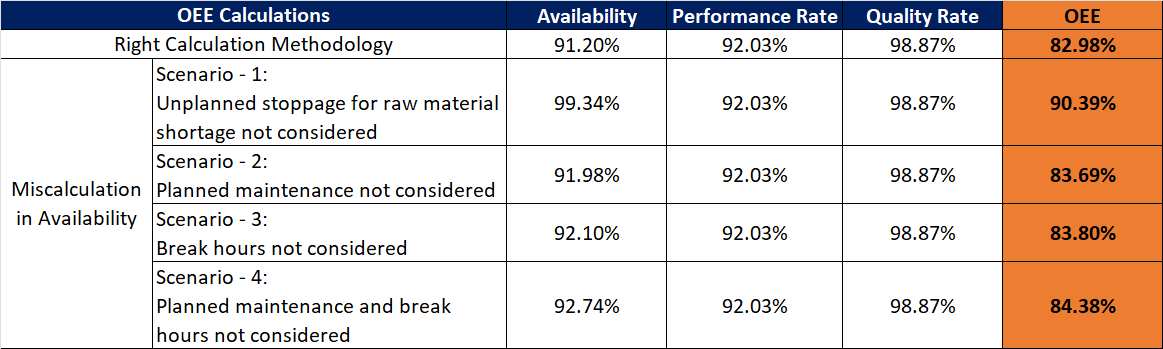
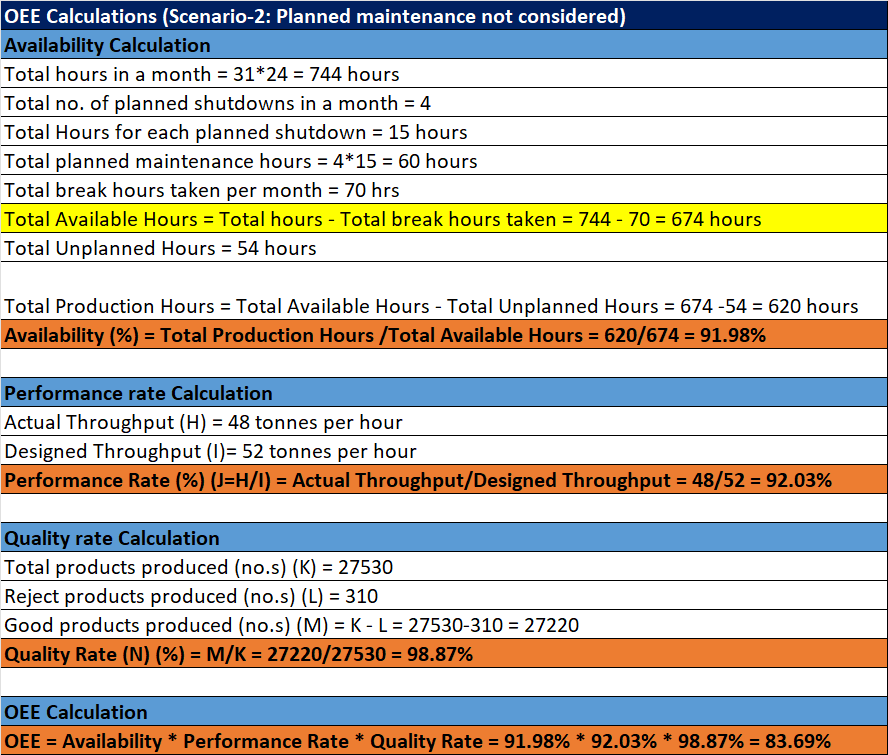
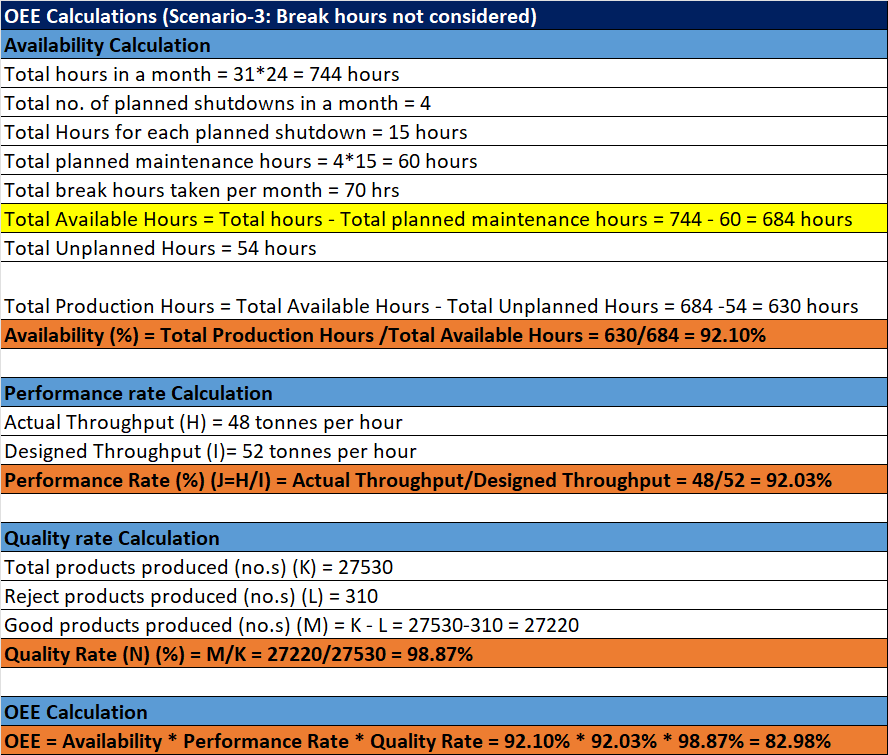
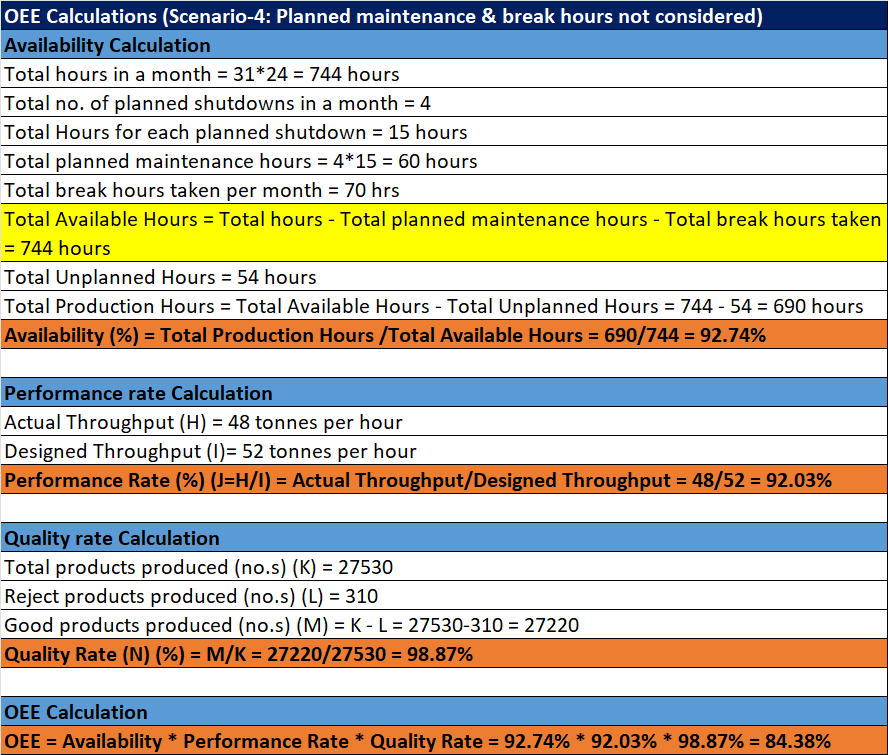
1 pointOverall Equipment Effectiveness (OEE) is a metric that measures the performance of a plant and depends on 3 factors that tells how efficient a plant is during the manufacturing process. Overall Equipment Effectiveness (OEE) is measured as the product of availability, performance rate, and quality rate where, Availability is the parameter used to measure production or running hours out of total available hours. Performance Rate is the parameter used to measure actual throughput out of designed throughput. Quality Rate is the rate that measures good product output out of total product output. An OEE of 85% is taken as benchmark in Manufacturing sector and try to improve the process to world class results OEE calculations has been illustrated using right calculation methodology and also 4 scenarios has been illustrated where there are miscalculations in availability to inflate OEE for a manufacturing process that produces finished products as per required throughput. Generally, availability is being mis-calculated to inflate OEE for the process and below are the following scenarios: Scenario 1: Unplanned stoppage for raw material shortage not considered - Unplanned stoppage includes stoppages due to machine breakdown or other unplanned stoppages due to raw material stoppage or physical inventory audits, etc which are not considered in unplanned stoppages Scenario 2: Planned maintenance not considered - Sometimes plant shutdowns due to maintenance are not included in availability calculations to inflate OEE no.s Scenario 3: Break hours not considered - Sometimes operators take breaks in shifts due to which production is stopped and these break hours are not considered in availability calculations to inflate OEE no.s Scenario 4: Planned maintenance and break hours are not considered to inflate OEE
 1 point
1 point



This leaderboard is set to Kolkata/GMT+05:30