glory gerald
Members
-
Joined
-
Last visited
-
Acceptance Sampling also known as Sampling Inspection or Lot Quality Assurance Sampling is a statistical tool or technique for quality control, where a whole lot of products or items are to be inspected, some items from the lot are selected for inspection. If the sample of items meets the desired quality requirements, then the whole lot is accepted, else, the same lot is rejected. Thus, the basic concept of sampling here is testing the samples for acceptance or rejection. Acceptance Sampling was first developed in World War II as a quick fix for manufacturing that was originally applied by the US Military to the testing of bullets during World War II. Harold Dodge who was a veteran of the Bell Laboratories quality assurance department, developed the methodology. He was acting as a consultant to the Secretary of War. Advantages: Less expensive due to less inspection. Less handling of the product hence reduced damage. Applicable to destructive testing. Less personnel required for inspection of activities. Reduces the amount of inspection errors. As it is an economical method, it is possible to carry out sample inspection at various stages. A good sampling plan can give better results than that achieved by 100 percent inspection, as there exits inspection fatigue in 100% inspection. Disadvantages: There exists a risk of accepting bad lots and rejecting good lots. This method requires proper planning and documentation of the procedure whereas 100% inspection does not. Examples: A production line that produces helmets rarely produces defective items, however when a defect occurs the entire lot is impacted as the machine is out of calibration. Hence Quality consultant decides testing 1 helmet in every lot of 10,000 is sufficient quality control. When a helmet is defective, the entire lot is tested and the problem is immediately escalated to quality consultant. A chain of restaurants controls quality by paying secret or surprise visits and evaluations. In a food manufacturing company, basic inspection of ingredients are done before producing a batch. However, as an additional control, the company samples for detailed testing. When a test fails, production is stopped and the issue is investigated.
-
Lean Coffee first started in Seattle in 2009 by Jim Benson and Jeremy Lightsmith. It is a new format of holding meetings primarily focusing at minimizing the wastage of time during meetings and to use the available time in the most efficient manner. The format is inspired from Lean thinking and akin to a meeting in an informal place like a coffee shop. So here when the employees gather for a meeting the agenda is not pre decided, thus keeping the staff interested about the discussion as everybody talks about what they want to talk about which is why Lean Coffee is best described as agenda less meeting. How to Facilitate a Lean Coffee Meeting ? Steps to Facilitate a Lean Coffee Meeting: Nomination of a Facilitator Topics to be suggested by Participants in the first 5 minutes Topics to be explained by the Participants in brief. Prioritization of topics for discussions by voting Discussion of topics in order of popularity and timeboxing each topic of discussion End the session with a short wrap up. Examples of Situations : Brainstorming Meetings at Work/Team Huddles Lean Coffee meet ups to create a podcast. Conferences and Open Space Events Agile Workshops Induction trainings/workshops to break ice between participants. Strategy Discussions/ Roadmap exercise in Boardroom
-
Control Impact Matrix is a prioritization tool that is generally used after the causes are captured using Cause and Effect tools. Here prioritization is done based on the causes that may be in our control and the impact of the respective causes on the problem or the effect. Control Impact Matrix in a Six Sigma DMAIC Process Below points explains when to use Control Impact Matrix in a Six Sigma DMAIC Process: To prioritize between various options/ solutions/ issues. It is drafted post cause and effect analysis. Prior to hypothesis testing in Analyze phase ( DMAIC), verified with data as well. Prior to solution implementation plan. At the distillation stage of issues/ causes. Helps gains consensus on which ones are priority. The other variant to Control Impact Matrix is Cost Benefit Matrix/Effort Benefit Matrix that is generally a 2 by 2 matrix which is used in Improve Phase to assess the solution alternatives. Below is an example of Control Impact Matrix:

-
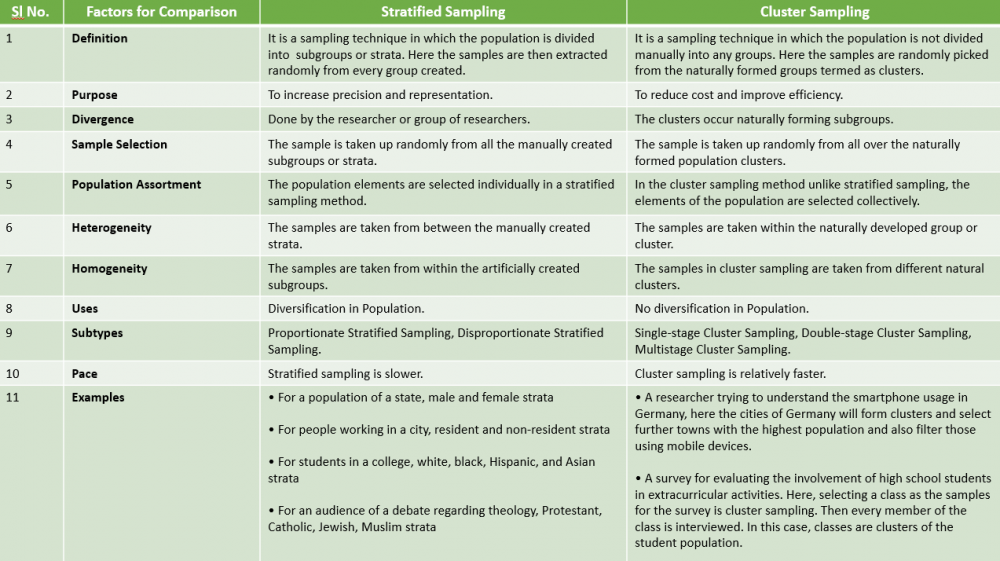
It is important to have an unbiased sample concerning the population when conducting surveys so that the results and predictions made are more accurate. This may not be the case of random sampling as here the samples are always biased as it does not represent the population accurately. Hence, Stratified sampling and Cluster Sampling are preferred to overcome the bias and efficiency issues of simple random sampling. Difference between Stratified and Cluster Sampling:

-
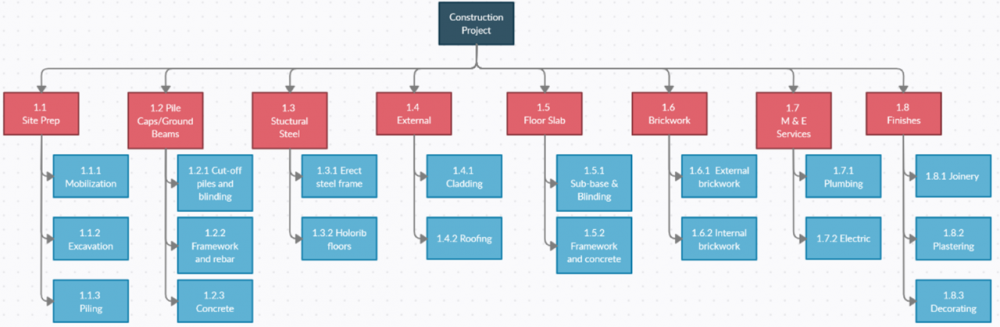
Work Breakdown Structure (WBS) is a technique or a tool that is used to breakdown complex work to smaller tasks , thus making the overall work more manageable and approachable. It is a very popular project management tool that helps in dividing the the project deliverables into sub deliverables and work packages that will define work, duration, costs involved to carry out each of the tasks. Steps to create Work Breakdown Structure for effective project scope management: Identify Team : Identify the team who will work on the project deliverables that may be divided further into sub deliverables. The team generally will include project managers and subject matter experts. Gather necessary documents : Gather all the required documents such as project charter that generally includes the business case, problem statement, project scope statement, objectives. list of team members and project management plan. Highlight the necessary Phases : Divide the Project scope to multiple phases based on the nature or complexity of the project. This will help in taking the project from conception to completion. Identify key deliverables : Key deliverables of the project are identified and the same are listed out that is targeted to be completed in each phase. Divide deliverables into sub deliverables(manageable tasks) : With the help of the SMEs the identified key deliverables are further broken down to smaller parts of work also known as work packages. Assign every sub deliverable : Once the manageable tasks are laid out, the same is assigned to every team member who will ensure to carry out each of the laid out manageable tasks. Every team member is provided with the tools, resources and authority they need to get the job done. Benefits of Work Breakdown Structure: Helps in visualizing the scope of the project, thus making it easier to do the planning. Assigning responsibilities to the project team becomes easy. Helps in identifying the project milestones and control points. Helps in visualizing the important parts of work and identifying areas of risk. Helps in setting timelines for the project and ensuring that no work is duplicated or ignored. Examples of Work Breakdown Structure: 1) WBS Of Event Planning 2) WBS Of Construction Project 3) WBS Of Holiday Planning 4) WBS Of Software Project



-
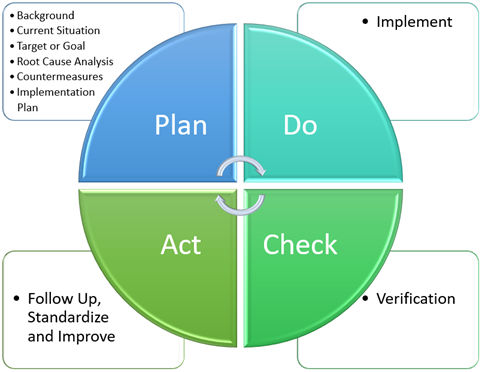
Introduction: A3 Problem solving technique is used for continuous improvement efforts in many organizations. It is a lean approach that was originally created by Toyota with the objective of in depth problem solving and help people and teams to work together. The term "A3" is derived from European paper size that is measured as 11 inch by 17 inch. It was used by Toyota to solve a problem, to report on project status and to make a process change proposal. The A3 Problem solving technique is based on Deming's Plan, Do, Check and Act (PDCA) method, and the steps involved are explained in detail below: Background: Identify and briefly describe the problem by stating how the problem impacts the strategic business objectives around customers, process, financials, new products, etc. Current Situation: Explain the current situation using data and statistics. Use process mapping to map the different tasks surrounding the issue. Target or Goal: Define the goals based on the improvement desired as a result of the exercise. Ideally the future state, also set a timeframe for completing the goals. Root Cause Analysis: Perform Root Cause Analysis (RCA) of the problem identified by using various quality tools such as data analysis, cause and effect diagram, 5 Why analysis. Sufficient time has to be spent in this section as long as the root causes of the problem are identified. Countermeasures: Propose Solutions or corrective actions in order to address the root causes identified. Implementation Plan: Develop/design a plan for implementing the proposes solutions/corrective actions . Assign owners who shall be responsible in implementing the proposed solutions along with timelines. Implement: Implement the proposed solutions as planned post receiving all the necessary approvals from the management. Solutions can be implemented on a small scale as beta test. Verification: The team should measure the impact of the solutions implemented and see if the proposed solutions has worked or not, If no, check for alternative solutions, create a new plan, implement the same and evaluate the results again. Follow Up, Standardize and Improve: If the plan has worked with positive results, communicate the same to the intended parties. Standardize the process changes and improvements and update SOPs accordingly. A3 Problem solving technique is a structured process and provides necessary documentation for continuous improvement efforts in any organization. It is an effective visual tool for driving improvement and promoting a problem solving way of thinking as it brings the continuous improvement mindset within the participating team members.
-
Cost Reduction Vs Cost Avoidance Examples giving comparison of Cost Reduction & Cost Avoidance Other Examples of Cost Reduction & Cost Avoidance Cost Reduction: • Reduction of Overtime in a company • Partnerships where a company can find a partner to invest in certain assets or services in order to reduce costs. • Location Strategy of a company – migration of work to a new location due to availability of cheap labor when compared to home location. Cost Avoidance: • Investing in new technology (one time investment) as it eliminates the need of spending on compensation costs in future for additional workers. • Looking for value added services that can come at minimal or no cost to the company as it avoids additional spending on the same in the long run. For instance, a company looking to purchase fleet vehicles can opt for those dealers who offer free oil changes , etc. • Repairing a vehicle/equipment rather than allowing employees operate vehicles or equipment that are in poor conditions that could also increase the chance of an accident for which the cost is way too high when compared to repairing a vehicle/equipment.


-
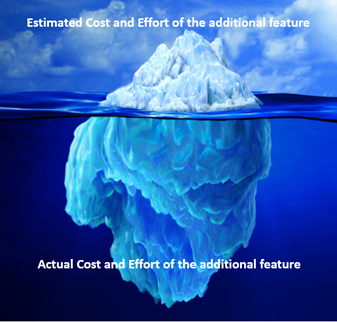
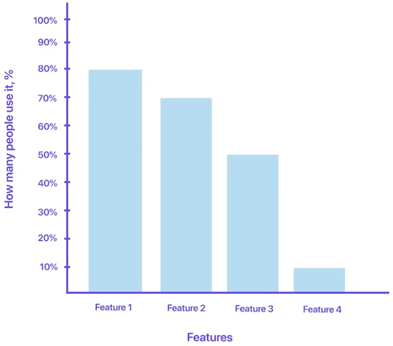
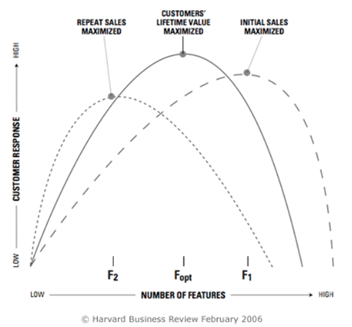
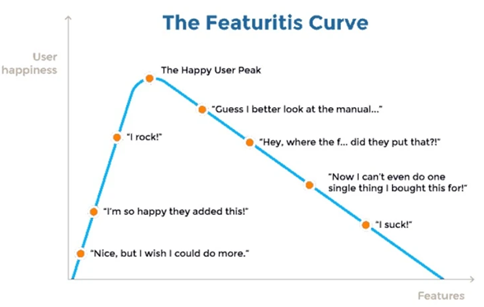
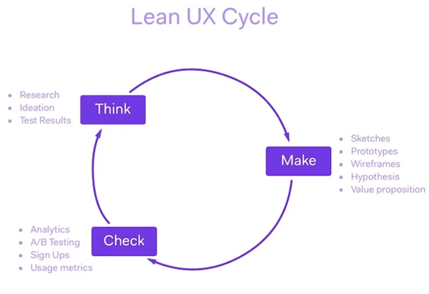
When people simply starts adding new features or new requirements to the scope of work after the project has been signed off and started is known as Feature Creep also called as Scope Creep. Feature Creep is Undesirable due to below reasons : It generally turns out to be costly as it involves more investment. The actual cost of adding a feature can sometimes turn out to be way more than the estimated cost. Slows down the delivery of the project/product. The actual effort required to develop or design the additional features can sometimes turn out to be way more than what is estimated hence causing delay in delivery of the project. Most of the time it ruins a product or project, hence the stakeholders must be made aware of the impact that it can bring in to the overall project/product. It can also add complexity to the design of the product and thus not making it user friendly. It is a result of poor planning, insufficient product strategy and incorrect priorities. Feature fatigue - Sometimes having too many features is like having too much of a good thing that may not add much value to the user. According to Grabowski, " Too many features can encourage initial purchase but damage satisfaction and reduce repurchase probabilities, leading to lower customer lifetime values." Better explained in the below graph. Techniques to avoid Feature Creep : 1) Focus on Core Features(what customer wants): Identify the core features that provide the maximum value to the target audience. One must understand the target audience, their need and their wants also one must understand the problem that he or she is solving and for which user. Once all the features/requirements are gathered one must prioritize the features/ requirements that can add value to the customer and design the product or define the scope of work accordingly. The features/ requirements can be prioritized using Pareto analysis. One can also use a simple bar graph as well to understand the which feature is mostly used by users and can kill the feature that is not used in common based on the graphical results such as below in order to avoid bloating the product. Image Credit: Nick Babich 2) Create a Roadmap and follow the same: Project Managers generally ensures a Project Plan is charted out and is adhered to by all the participants of the project so that success is achieved at the end of Project Closure, as planning ahead is very important and vital for any project's success. Below points are taken into consideration at this stage. Define and Finalize the scope of work and the same has to be reviewed, approved and signed off by the stakeholders Identify milestones of the project and tag timelines to the same. The milestones have to be reviewed when scope changes are requested to ensure that the project delivery is not delayed. Define a framework on how additional change requests are addressed. As scope of work is finalized at an early stage, educate the stakeholders on the impact of project cost and delivery if any additional requests have to be accommodated. Create Effort Impact Matrix as it will help the project team to get the most effective results without putting in extra work. Image Credit : hygger 3) Avoid Gold Plating: Sometimes the project team or the product team in order to make the stakeholders more happy, they tend to add more features and over deliver that the stakeholder may have not asked for. This tendency is called as Gold Plating. This is very unnecessary in most cases as it requires more effort from the project team and sometimes it ends up making the final output more complex that may lead to upsetting the stakeholders. Hence Gold Plating must be avoided. Image Credit : Plutora 4) Must learn to say 'No' to Additional Features: Image Credit: Intercom Saying 'No' to stakeholders is very challenging for a project manager however it is an important skill that one should hone in order to avoid Feature Creep. When stakeholders demand for additional features, its important to evaluate the same using the above tools and provide a good reasoning as to why the additional requirements cannot be accommodated also educate them about the impact on Cost and delivery of the project/Product 5) Establish quick Build Measure Learn Cycle: As stated earlier, it is important to validate all recommendations or ideas before investing time and effort in building them. When there are new requirements, it will be good to test them with real users. This is done to determine whether they are adding value to the target audience. Hence in order to validate such design ideas or recommendations so that the team does not waste time, energy and money at a later stage, we can look at applying lean principles to improve the user experience. Lean UX design by Jeff Gothelf integrates both Lean and Agile Methods to improve the user experience. Teams who follow this will be be able to determine success for the add on features by measuring the results with their users. Image credit: Lean UX via UX Planet Conclusion: Feature Creep is generally experienced in Software Development or RPA Development. Simplicity should be the key objective in designing rather than bloating the product as simple solutions have better utilization. One should carefully select only the necessary features/requirements in designing the product that can add value to target audience thus avoiding the chances of Feature Creep. Other terms for Feature Creep/Scope Creep are :Concept Creep, Project Scope Creep, Project Creep, Feature Bloat, Featurism and Featuritis. Successful Examples of Avoiding Feature Creep: Trello, Zoom, Google Drive Successful Examples where Feature Creep has worked: Facebook, Photoshop, Excel


-
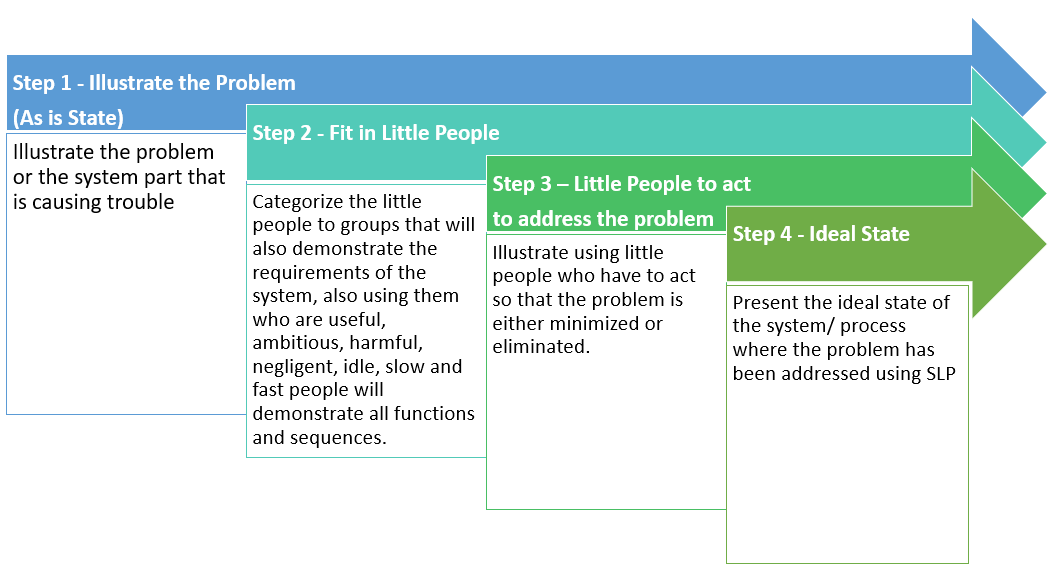
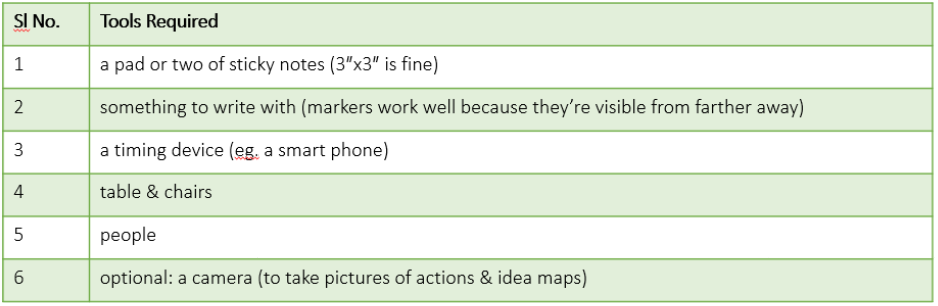
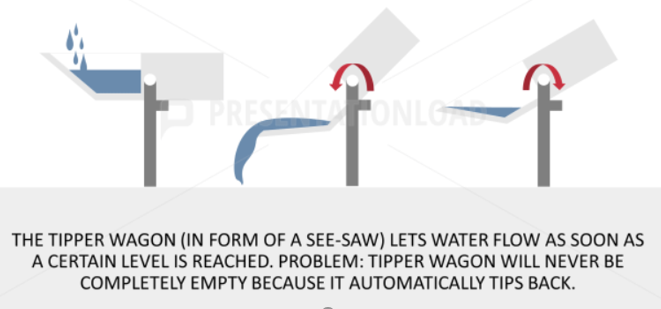
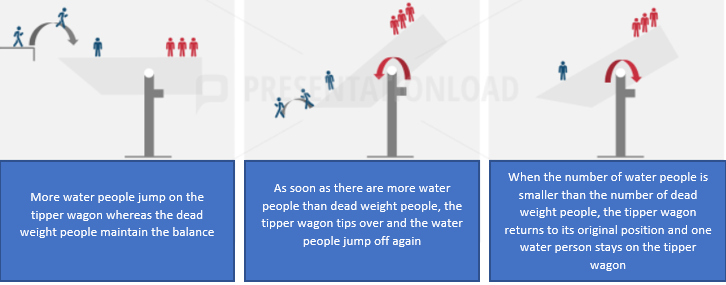
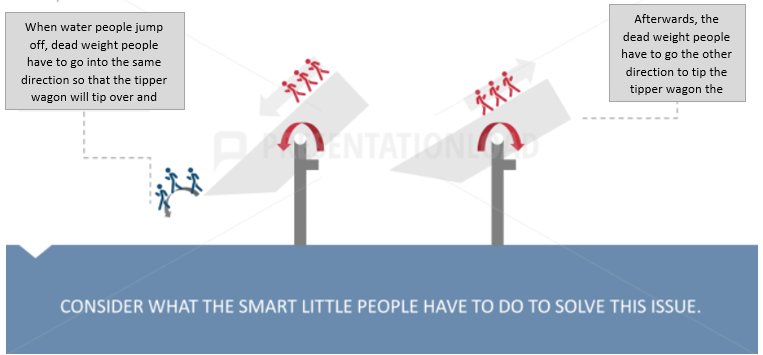
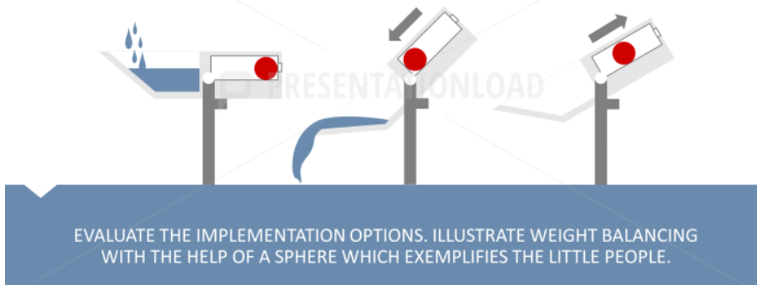
Smart Little People(SLP) in TRIZ also called as Moving Little Men(MLM) is a creativity tool that makes people to to think or analyze a problem in different way and come up with the most optimum solution. It is a technique that can be used with the separation principles or the 40 principles once the conflict has been identified especially a technique that is very useful in brainstorming sessions. The idea here is to break down the system into smaller parts or at micro level for a better understanding. In this technique one imagines the system that we are analyzing consists of many clever and brilliant people or miniature dwarfs and these dwarfs are assumed to have super natural capabilities that can fly, swim, run, jump, fight also appear and disappear, change size etc. As little people are assumed to have aforesaid features, it also helps the analysts or eases up the process of searching for solutions for a particular problem during the phase of diagram building by answering questions like 'What to do?' to avoid any conflicting situation. The answer to the question' How to do it' will be solved in the next stage of analysis using SLP. The SLP tool allows to explain the the conflict that is exists in a problematic situation, as is state also presentation of an ideal state of the process addressing the problem identified earlier. Approach (SLP Method is done in 4 simple steps): The above steps are applied in the below example: The Tipper Wagon Step 1 Step 2 Step 3 Step 4 Conclusion: Thus the SLP method is easy to use for Creativity and Idea Mapping during brain storming sessions making the problem solving exercise more fun, enjoyable and exciting as it is easy to understand for people coming from different educational and professional background.

-
Business Process Reengineering (BPR) is a game changer to any business to increase profits and drive growth. This could be a rescue approach especially for a failing or stagnating company. It is a change management initiative involving redesigning of business processes, mainly focusing on improving productivity, efficiency, quality, service, speed or reducing costs. BPR also involves redesigning of associated systems and organizational structures. BPR involves the study and transformation of major components of a business that generally include Strategy, Organization, Process, Technology and Culture. Indicators/Need for Business Process Reengineering in a Company: When the profitability of a company is falling When Company is struggling for Cash flow When Inventory levels are rising When Turn around time for Customer Orders are poor/not met When there is lack of Corporate Governance When Sales leads are not being followed up upon quickly When there is high employee turnover, employee stress and disputes When there are high customer complaints and refund requests When there is high Chaos in the process when experienced employees go out of office or leave the company. There could be many more, but the above are the most common indicators. Steps involved in Business Process Reengineering: Many people have explained the steps in different ways, however below is the approach that is adapted in common. 1) Create a Vision: It is important to understand the need/reason for the change and create a vision accordingly as to where the company need to be in the future. The objectives must be then clarified in both qualitative and quantitative terms. Once the objectives are clear, its important to communicate and convince the employees about the same and the changes needed are necessary. 2) Establish a Competent Team: The team selected must be cross functional as the expertise and perceptions from different levels of the organization are important and required to minimize the chances of failure. In most cases the team selected will consist of Senior Manager, Operational Manager and Reengineering Experts. Having a diverse team is important as we may get diverse perspectives and ac curate diagnosis as creativity is essential in analyzing current business processes and developing new ones. 3) Select and Understand the Current Process: Here the process/processes that is intended to be redesigned must be selected. Once selected, the same must be mapped out by using flowcharts or software (Done either manually or many tools available in the market to perform the job , such as epiplex etc.) to study the gaps, inefficiencies, blockers etc. The Key Performance Indicators(KPIs) can then be linked to the respective process in order to understand if the process has the desired effect. Process Mapping will help in identifying the non value added activities. The KPIs with the same indicators are used at later stage as well for the new process implemented in order to monitor if the new process has achieved the desired effect. 4) Develop/Redesign the New Process (Mapping the Future State Process): A new process is designed or mapped that can effectively overcome the inefficiencies of the current state process. Here the future state process map is created highlighting the solutions that are identified to address the issues of the current state process. The future state process map is more customer oriented. 5) Implement the New Process/Reengineered Process: Once the analysis and planning is complete, the feasible solutions identified can be implemented on a small scale as a pilot run or a test run. Based on the results and performance, necessary adjustments can also be made at this stage. Further, the results and effects of the new process must be closely monitored using the KPIs. If the KPIs shows that the new solutions implemented makes the process perform better than the previous one, then the same can be implemented on a larger scale. Every stakeholder must be informed about the new process and must proceed with the implementation only once necessary sign offs from senior management is received, proper new process training is provided to employees. 6) Evaluate: Sometimes the KPIs can give a different picture over a period of time if the process environment is highly dynamic and subject to lot of changes. Hence its important to monitor the KPIs to identify any inconsistencies that may arise if any and fix the same accordingly. Business Process Reengineering is part of Six Sigma Approach towards Project Management As BPR talks about radical redesign of the process, DMADV is the most ideal six sigma technique used to bring quality assurance and continuous quality improvement in BPR. DMADV is often used for designing a brand new process or redesigning an existing one from scratch to meet the customer wants. As mention earlier this is a Customer Oriented Approach. We can aligned the above mentioned BPR steps to DMADV approach as below: Define (D) - Create a Vision; Establish a Competent Team Measure (M) and Analyze(A) - Select and Understand the Current Process ( Current Process analyzed by studying the problems, root causes, identifying non value added activities and also analyzing the KPIs) Design (D) - Develop/Redesign the New Process(Mapping the Future State); Implement the New Process/ Reengineered Process Verify(V) - Evaluate Thus integrating Six Sigma with Business Process Reengineering will improve the processes in the organization from customer's perspective, as both focuses on improving quality by providing the best to the customer by redesigning, measuring and improving the process. Successful Famous Examples of BPR Initiatives: Ford Motors GTE Bell Atlantic Bank Of India Mahindra ICICI Bank Taco Bell Hallmark
-
Introduction (What is Just in Time ?) : Just in Time is a technique/philosophy in Lean methodology that is designed to increase production efficiency and product quality, reduce costs and wastes by receiving goods, only when they are need. This is done mainly to increase the competitiveness of the organization in the market. Just in Time is very common in manufacturing industries and it is originally formed in Japan when the country was experiencing limited natural resources, leaving little room for wastage. Today it is also very common in other businesses, especially in retail segments where retailers sell a product even before buying it and then purchase the same from a third party and have the same shipped directly to the customer. Pre-requisites to make JIT work most efficiently: 1) Continuous Improvement Initiatives: Identifying and attacking fundamental problems, anything that is not adding value to the product. Devising systems to identify problems that are related to production Simple systems may be easier to understand and manage and are also less likely to go wrong. Having a product oriented layout will result to less time spent in moving materials and parts. Having a Quality control at source will ensure every worker to be responsible for the quality their own output/produced product. Apply Poka Yoke, as having error proof mechanisms will prevent mistakes. Ensuring all necessary equipment and machinery functions properly and perfectly when it is required and continually improving the same. 2) Waste Elimination: There are 8 types of wastes that needs to be identified and eliminated. Transportation Inventory : For better Inventory Management, its important to follow the below principles : - Buffer Inventory to be reduced - Attempt for Zero Inventory - Reliable Suppliers - Lot size to be reduced and frequency of orders to be increased - Purchasing cost to be reduced - Material Handling to be improved Motion Waiting Time Overproduction Over Processing Defects Non Utilized Talent (Service) 3) Good Housekeeping: Its important to maintain workplace cleanliness and better organisation. 4) Set Up Time reduction: This will increase flexibility and allow smaller batches, basically having flexible changeover approaches 5) Multi Process Handling/Skill Diversification: A multi skilled workforce will have greater productivity, flexibility and job satisfaction 6) Levelled Production/Uniform Plant Load: Using Levelling as a control mechanism 7) Balanced Flow: Actively managing flow by reducing batch sizes 8) Kanbans: Using Visual tools to improve communication also to 'pull' products and components through the process 9) Jidoka (Autonomation): Machines with autonomous capability will enable workers to utilize their time in more useful things or analytical work, etc. rather than performing redundant tasks. 10) Andon (Trouble Lights): To signal problems to initiate corrective actions. 11) Cellular Manufacturing 12) Streamlining the movement of materials Examples of Successful JIT: Toyota - One of the first companies to implement the strategy and was successful Apple Kellogg's Xiaomi Zara Tesla Mcdonald's Dell Harley Davidson Drop Shippers
-
Introduction : In Machine Learning it has become a very common practice to test various models to find a better performing model. The resultant improvement score from these models is sometimes challenging to differentiate if the relationship in the data is captured better or we are just overfitting the data. Hence Validation techniques are used to help us to get out of this dilemma, and the same is more helpful in achieving generalized relationships. What is Model Cross Validation ? Cross Validation is a technique where a particular data set is reserved as a sample on which you do not train the model, however the same sample is used later as validation sample to test your model before finalizing it. Here the basic idea is to divide the data into two sets, the Training set and the Validation set. The training set is used to train the model The validation set is used to validate the model by estimating the prediction error Common methods of Validation techniques and the Pros and Cons of using each of them : 1) The Validation Set Approach (Data Split): In this approach the data is randomly split into two sets. One set that is 50% of the dataset is used to train the model and the remaining 50% of the dataset is used to test the model. Pros: The technique is useful when you have a large data set that can be partitioned. Cons: The test error rate can be highly variable, depending on which observations are included are included in the training set and which observations are included in the validation set, due to which there are high chances of missing out on some interesting information about the data which will lead to a higher bias. 2) Leave one out Cross Validation (LOOCV): In this approach only one data point from the dataset is reserved and rest of the data is used to train the model to record the test error associated with the prediction. This process is repeated for every data point. Finally compute the overall prediction errors by taking the average of all the test error estimates recorded. Pros: As all the data points are used hence the bias will be low. Cons: As the process is repeated n times where n refers to number of data points, it results to higher execution time. This approach might lead to higher variation in prediction error as we test the model performance against one data point at each iteration. If some data points are outliers it can lead to higher variation as our estimation gets highly influenced by these data points. 3) k fold Cross Validation: In this approach, the Cons of above two approaches are addressed. Here the model performance on different subset of the training data is evaluated and then the average prediction error rate is calculated. Below steps are followed in this approach: The dats is split randomly into k folds/k subsets. One subset is reserved and rest of the subsets are used to train the model. Record the error you observe on each of the predictions. The process is repeated until each of the k subsets are tested. Finally, the average of the k recorded errors are taken to compute the cross validation error that serves as the performance metric for the model. Pros: This approach is a robust method for estimating the accuracy of a model. It generally gives more accurate estimates of the test error rate than the LOOCV method does. k fold CV is computational when compared to LOOCV. Cons: A randomly selected fold might not adequately represent the minor class especially in cases where there are huge class imbalance. A lower value of k takes us towards validation set approach that is more biased and hence undesirable, whereas a higher value of k leads to LOOCV approach that is comparatively less biased however there are chances of high variation. 4) Repeated k fold Cross Validation: In this approach the process of splitting the data into k folds can be repeated n times thus resulting to n random partitions of the original sample. The results are then averaged to come up with a single estimation. Pros: This method is advantageous if the train set does not adequately represent the entire population. Selected fold can be good representation of the whole dataset. 5)Stratified k fold Cross Validation: In this approach the data is rearranged to ensure that each fold is a good representation of the whole dataset. Pros: Better approach than dealing with both bias and variance. Selected fold can be good representation of the whole dataset. Cons: If the selected fold is not a good representative of the whole dataset , then its advisable to use Repeated k fold Cross Validation technique. 6) Adversarial Validation: This approach generally checks the degree of similarity between the test/validation and train sets in terms of feature distribution. If there is no much similarity then we can suspect that the datasets are quite different from each other. This can be quantified by combining train and test sets, assigning labels such as 0 - train, 1- test and evaluating a binary classification task. Pros: This technique is used when some of the cross validation techniques give scores that are not even close to ballpark of the test score, and this happens as the test and the train sets are quite different or highly dissimilar, thus using adversarial validation technique will make our validation strategy more robust. Cons: This technique may not be useful if the distribution of the test set changes, as the validation set might no longer be a good subset to evaluate the model. 7) Cross Validation for Time Series: A time series dataset cannot be randomly split because the time section of the data will be messed up. For a time series forecasting problem, folds for time series cross validation are created in a forward chaining fashion. Pros: Recommended technique for a time series data set. 8) Custom Cross Validation Techniques: There is no single method that works best for all kinds of problem statements, hence a custom cross validation technique can be created based on a feature, or combination of features that will give the user stable cross validation scores. Conclusion : In order to achieve a better predictive model , we must always focus on achieving a balance between bias and variance. Cross Validation in other words is also called as Resampling method as it involves fitting the same statistical method multiple times using different subsets of the data.
-
'Mizusumashi' is a Japanese term for 'Waterspider'. Waterspider is an aquatic animal that moves in the water quickly changing its direction as required. The behavior of a Waterspider is adapted and is a common practice in manufacturing industries. Thus Implementing a water spider is a great way to put the value and principles of Lean Manufacturing into practice. Manufacturing Industries create a role called as Waterspider whose main job responsibility is to ensure all materials are supplied to where they are needed. The main objective is to have other workers devote their complete attention to tasks that add value to the process. Benefits of Having a Waterspider: Optimizes complex production processes by reducing variation and improving efficiency at every step in the process Boosts the productivity of all the workers as they are focused to perform Value added tasks. Primary Functions in the factories are made more leaner. A person working as a Waterspider will get an opportunity for professional growth, especially with Lean and Six Sigma Basic Requirements of a Waterspider: If Waterspider works as catalyst to boost the productivity of other workers it is important that he has to have a working understanding of the whole process, and the whole workspace, so that they can be helpful at every workstation where they render service for which they require enough knowledge and experience. Other Applications of Waterspider (Non Manufacturing Examples): Insurance Claims Processing The role of a Program Manager in Product and Software Development Hospitals Restaurants
-
FMEA RPN (Risk Priority Number) is the product of Severity, Occurrence and Detection that is used to assess the risk priority level of a failure mode in an FMEA analysis. Severity Rating defines the seriousness of the effect where a numerical rating of the impact on a customers are provided by the FMEA Team(Cross Functional Team)- here, when multiple effects exist for a given failure mode, enter the worst case severity on the worksheet to calculate risk. (Sample scaling: Rated on a scale of 1-10, where 1 = not severe, 10= very severe) Occurrence Rating defines an estimated number of frequencies or cumulative number of failures based on the experience that generally occurs in a process for a given cause.(Sample scaling: Rated on a scale of 1-10, where 1 = not likely, 10= very likely) Detection Rating defines the effectiveness of the controls to prevent or detect the cause or failure mode before the failure reaches the customer.(Sample scaling: Rated on a scale of 1-10, where 1 = likely to detect/prevent, 10= not likely at all to detect/prevent) Common way of using RPN: RPN is evaluated in the form of Pareto analysis, where it suggests when to take an action based on 80//20 rule. In most cases RPN Threshold is used to determine which failure mode requires corrective action and which risks are acceptable. Where as in some cases, in order to promote continuous improvement culture the team may address the corrective action for the top RPNs. After that, the team reset and find another top RPNs for the next improvement process However, using only the RPN to determine the failure mode that requires corrective action can lead to severe quality problems in an organization. Also some companies face challenges to determine the detection rankings. Therefore, they do not use detection (D) in their calculation of the RPN to avoid arguments regarding the detection ranking. Recommendation : In order to avoid such limitations of the RPN, the team should evaluate risk with a combination of indices, such as Severity, Occurrence, and Detection (Three Path Model) Path 1 : Any failure mode that has an effect resulting in a severity 9 or 10 would have top priority. Severity is given the most weightage when assessing risk. Example Failure Mode Severity Occurrence Detection RPN Failure Mode 1 10 2 2 40 Failure Mode 2 3 10 2 60 Hence Failure Mode 1 is an area of concern as the Severity is high though RPN is lower compared to Failure mode 2 Path 2 : Change the team/structure, look at the causes and the prevention methods and assign an occurrence number. Example Failure Mode Severity Occurrence Detection RPN Failure Mode 1 3 10 2 60 Failure Mode 2 2 5 10 100 Hence Failure Mode 1 is an area of concern as the Occurrence is high though RPN is lower compared to Failure mode 2 Path 3 : The combination of Severity and Occurrence should be considered as the same represents criticality. (Severity X Occurrence = Criticality Number) Example Failure Mode Severity Occurrence Detection Criticality Number Failure Mode 1 6 5 5 30 Failure Mode 2 5 7 6 35 Hence Failure Mode 2 is highly critical as the criticality number is high
-
glory gerald changed their profile photo
-
Class Imbalance is a problem that usually occurs in machine learning algorithms where the occurrence of one of the classes of data is very high compared to other classes present. Here the algorithm will be more biased towards predicting the majority class as there is no enough data to learn the patterns present in the minority class. For better understanding, I have explained the concept through a simple example below, that will also give a brief on how Class Imbalance impacts the outcome of a classification predictive model. Lets consider you have shifted from your hometown to a new city and you have been living here for the past one month. Class 1 (Hometown) - You will be familiar with all the locations like your home, routes, essential shops, tourist spots, etc. because you had spent your entire childhood there. Class 2 (New Town) - You will not have many ideas about where each location exactly is, and the chances of taking the wrong routes and getting lost will be very high. Hometown is the Majority Class and New town is the Minority Class. Likewise happens in Class Imbalance. The model has sufficient information about the majority class but insufficient information about your minority class. Thus leading to high misclassification errors for the minority class. Examples: Below are various disciplines where Class Imbalance is generally observed: Medical Diagnosis Oil Spillage Detection Facial Recognition Anomaly Detection Fraud Detection Intrusion Detection Spam Detection Conversion Prediction Churn Prediction Claim Prediction Default Prediction Outlier Detection